




Säulenwerkzeug (Pillar Tool)
Im Jahre 2016 begann ich mit dem Bau dieses Gerätes.
Die Zeichnungen fand ich wieder in dem Buch aus England "Workshop Techniques von G. H. Thomas.
Das Material stammt teilweise aus dem Schrottkübel, das meiste aber vom örtlichen Stahlhandel.
Ich habe das Gerät ohne die angebotenen Gussteile angefertigt.
Der erste Motor aus DDR Produktion hat nicht lange durch gehalten.
Jetzt habe ich einen Nähmaschinen-Motor aus Chinesischer Produktion daran. Bisher tut er was er soll.
Wer gerne das Gerät mit den erhältlichen Gussteilen herstellen möchte, der findet die Teile hier -->> Hemingway Kits
Von der Fertigung gibt es keine Bilder, lediglich die fertigen Komponente habe ich abgelichtet und stelle sie hier vor.
Die neuesten Beiträge zu diesem Gerät finden sie hier am Anfang der Seite.
I started building this machine in 2016.
I found the drawings again in the book from England "Workshop Techniques by G. H. Thomas.
Some of the material came from the scrap bucket, but most of it came from the local steel trade.
I made the machine without the castings offered.
The first motor from GDR production did not last long.
Now I have a Chinese-made sewing machine motor on it. So far it does what it should.
If you would like to make the unit with the available castings, you can find the parts here -->> Hemingway Kits
There are no pictures of the production, I only took pictures of the finished components and present them here.
The latest articles about this device can be found here at the top of the page.
August 2023
Nach einigen Jahren im Gebrauch musste ich einmal die Farbe auffrischen. Die alte Farbe wurde teils chemisch- teils mechanisch entfernt. Danach wurden die Ausleger und einiges Zubehör mit Hammerite- Metall-Schutzlack behandelt.
After a few years of use, I had to refresh the colour once. The old paint was removed partly chemically and partly mechanically. Then the arms and some accessories were painted with Hammerite metal protective lacquer.

Oktober 2022.
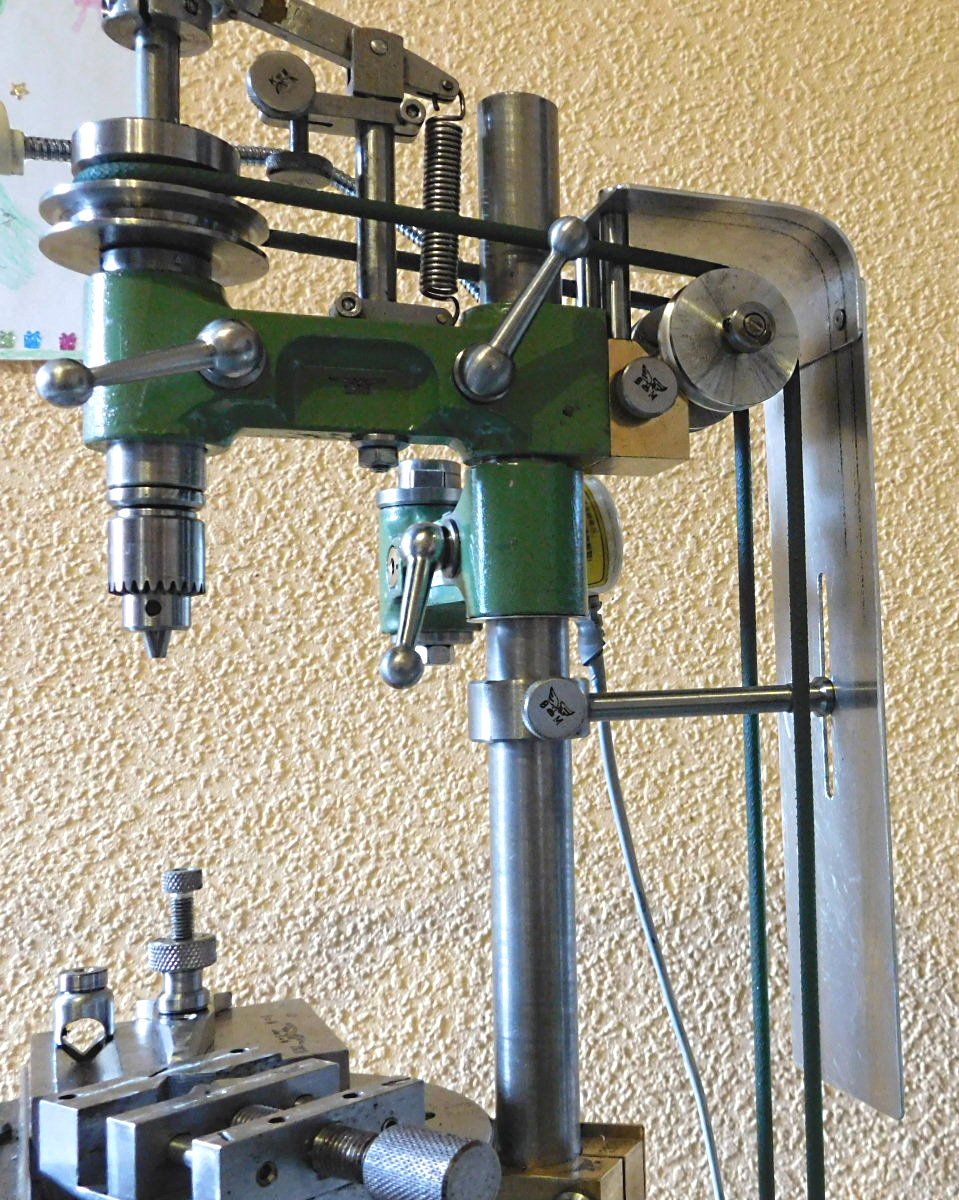
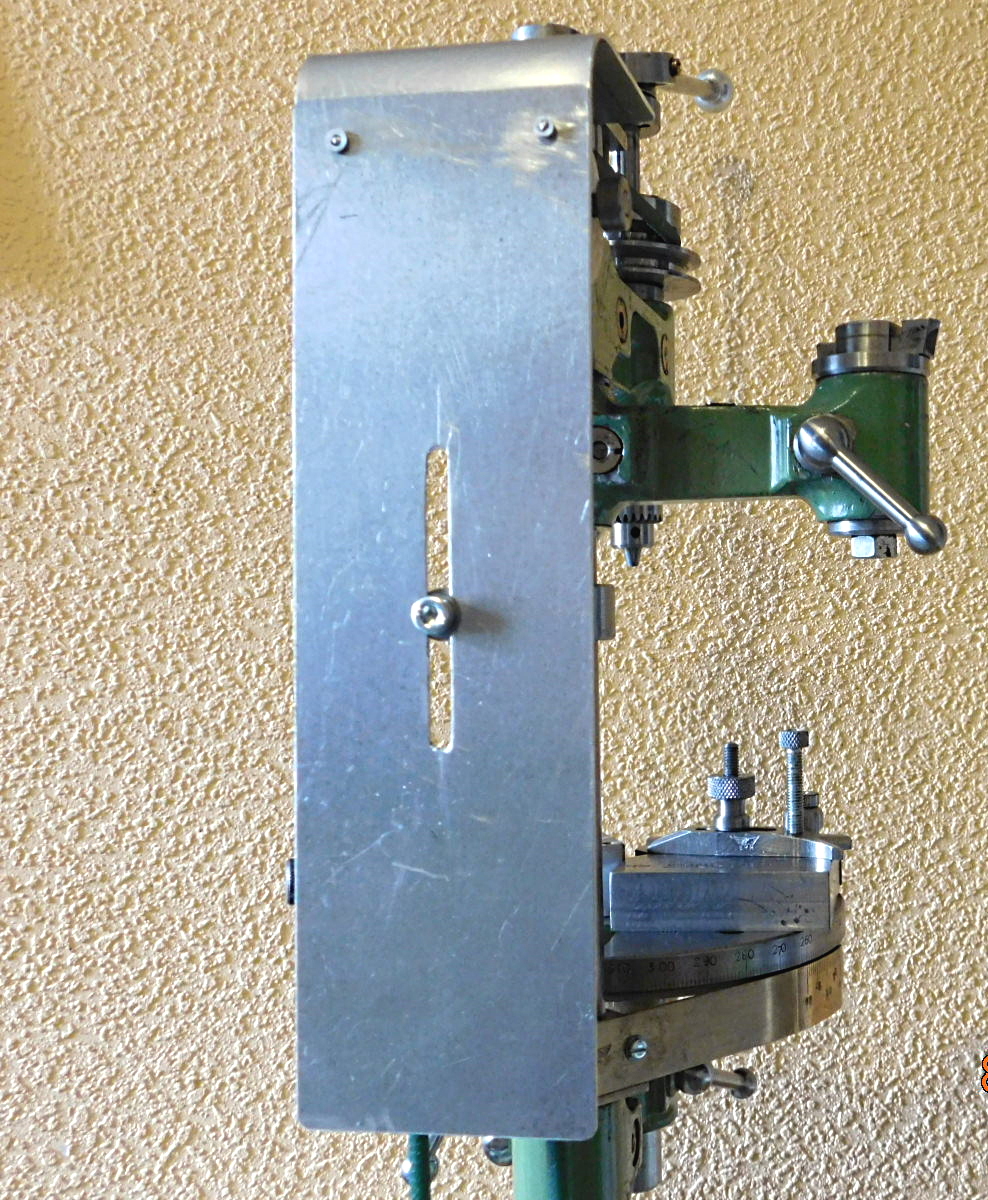
Die gleit gelagerten Umlenkrollen für den Riemenantrieb müssen regelmäßig geschmiert werden. Das überschüssige Öl wird beim Betrieb in alle Richtungen weg geschleudert und versaut mir die Umgebung.
Ich habe ein Abdeckblech angefertigt und angebracht.
21.03.2022
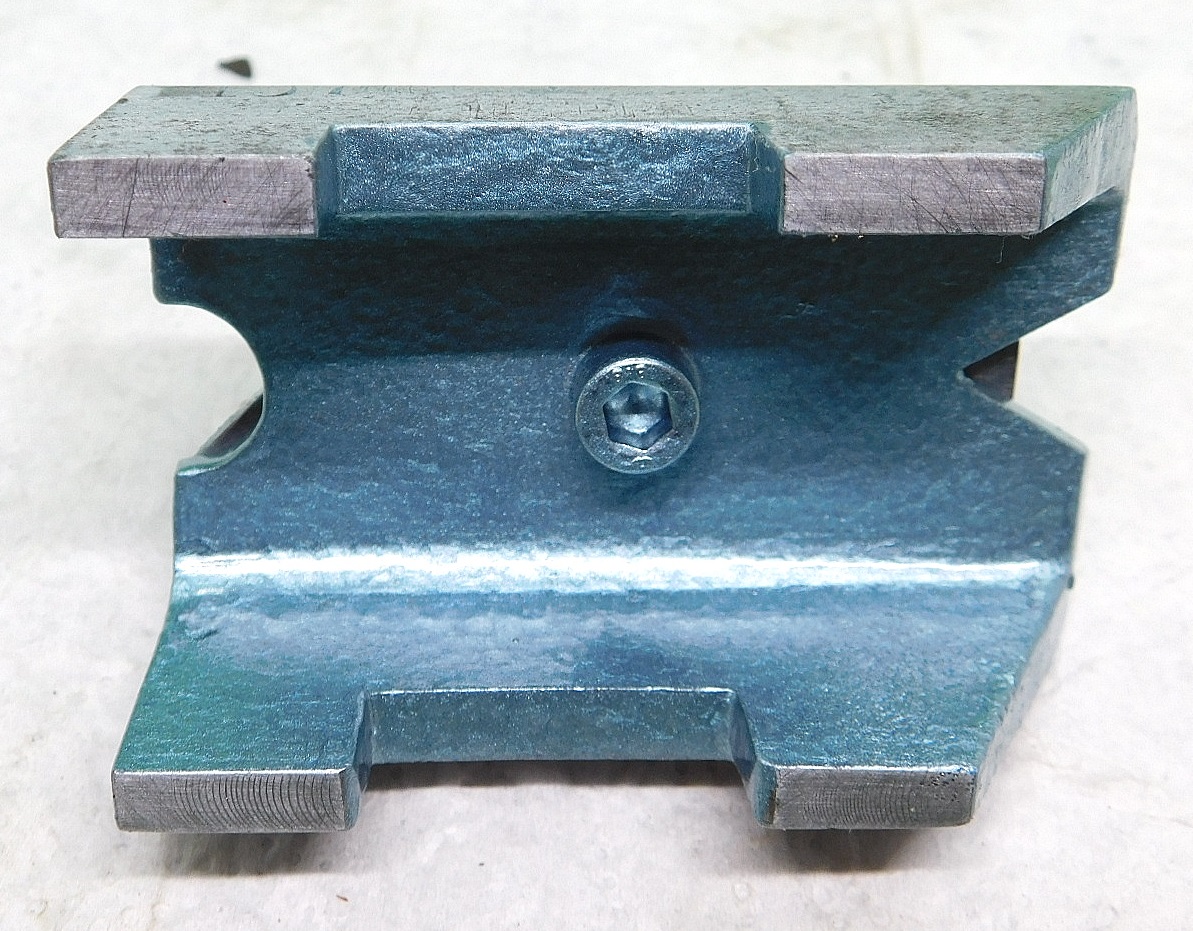
Im Schrank, in der hintersten Ecke in meinem Keller habe ich noch ein Teil aus meiner Lehrzeit gefunden. Ein kleiner, einfacher Schraubstock.
Nach etwas Reinigung und Aufarbeitung passt er gut zu meinem Pillar-Tool.
In the cabinet, in the farthest corner of my basement, I found a piece from my apprenticeship. A small, simple vice.
After a little cleaning and refurbishing, it fits well with my Pillar tool.
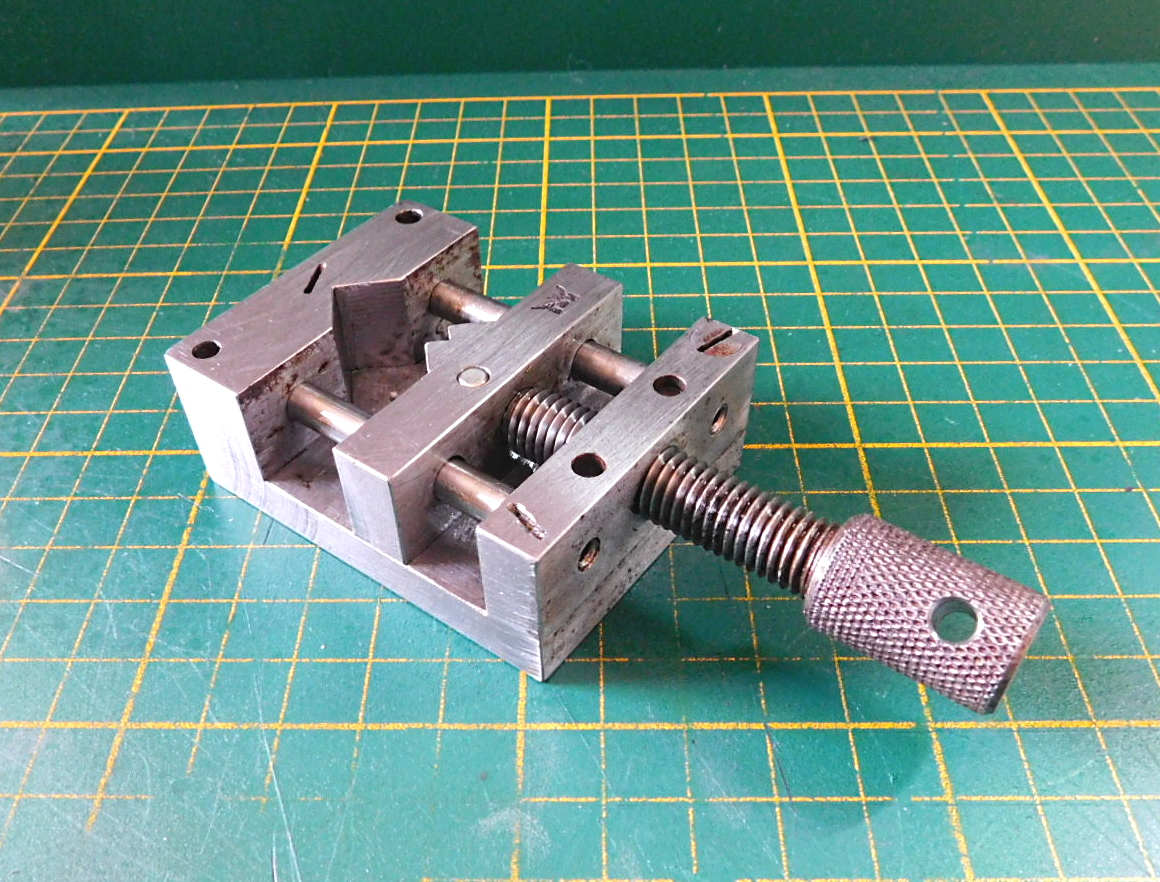
Die Spindel hat ein M 10 Gewinde.
Der Schraubstock ist 50mm breit und hat eine Spannweite von 30mm. Die Gesamthöhe beträgt 24mm. Die Backenhöhe ist 16mm. Die Führungssäulen haben einen Durchmesser von 6mm.
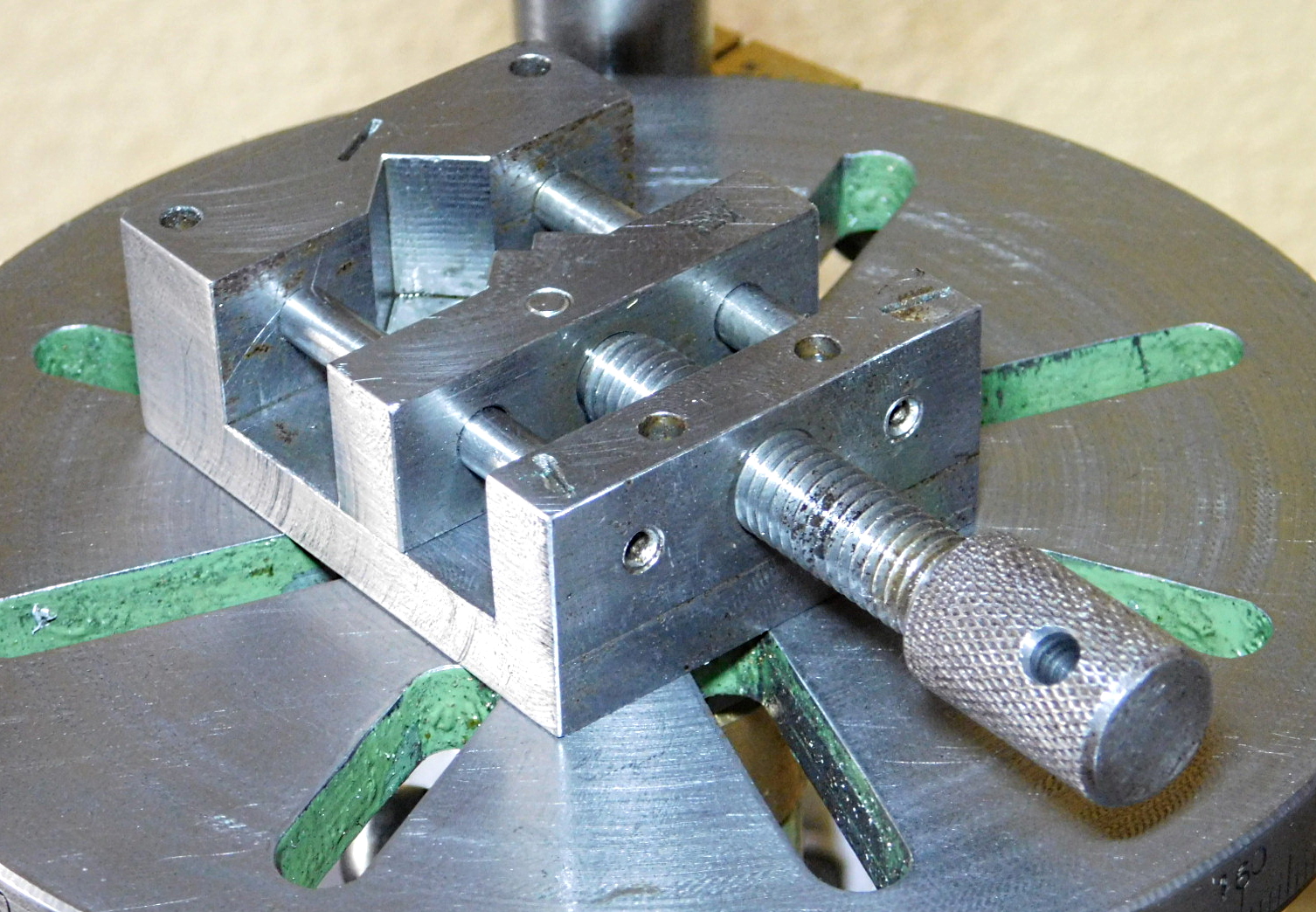 Den Schraubstock habe ich im Nachhinein mit meinem Logo versehen.
Den Schraubstock habe ich im Nachhinein mit meinem Logo versehen.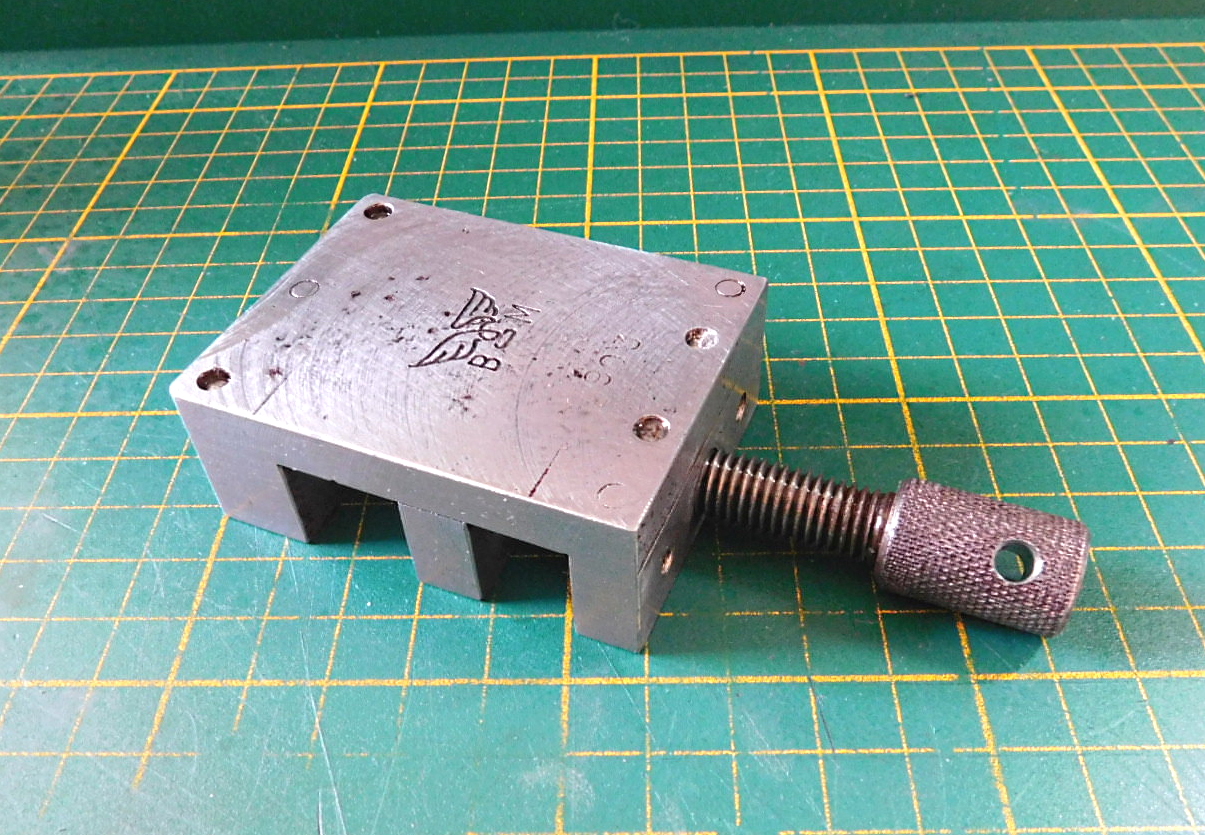
The spindle has an M 10 thread.
The vice is 50mm wide and has a clamping width of 30mm. The total height is 24mm. The jaw height is 16mm. The guide columns have a diameter of 6mm.
I have added my logo to the vice afterwards.
15.09.2020
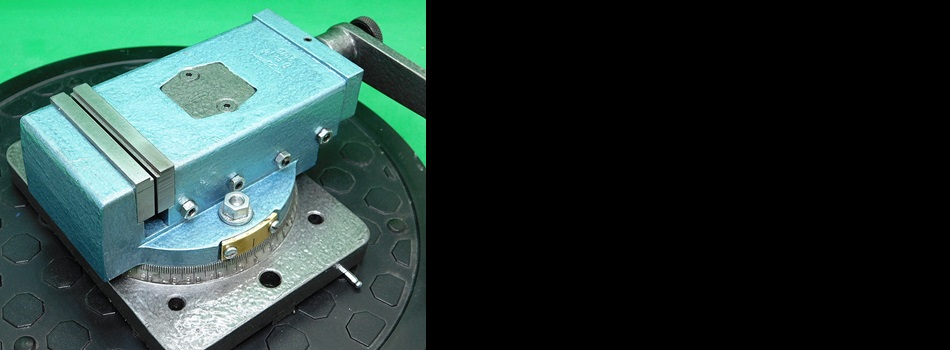
Für mein Pillar-Tool habe ich einen schwenkbaren Tischhalter konstruiert.
Gedacht ist dieser um auf schrägen Skalen-Flächen die Schlagzahlen auch senkrecht dazu anzubringen.
Ich hatte noch ein 40 mm x 40 mm Stück GG 25 in meinem Fundus. Daraus habe ich die beiden Hälften gefräst. Die Beiden Scheiben für die Dreh-Option habe ich aus einem Stück Stahl gefertigt.
Die Scheiben werden auf die Grauguss-Halter geschraubt und verstiftet. Die Drehachse wird in eine Stahlscheibe eingeschraubt und in der gegenüberliegenden Scheibe ist der Sitz für die Drehachse.
Zusammen gehalten werden beide Scheiben mit zwei M5 Innensechskantschrauben. Der Drehwinkel ist jeweils 45° nach rechts und nach links.
Eine Scheibe hat noch ein 100° Graduierung. Die andere Scheibe bekommt einen Nullstrich und einen Nonius um auch 1°Schritte zu realisieren.
I have constructed a swivelling table holder for my Pillar tool.
It is intended to be used on sloping scales to attach the stroke numbers perpendicularly to them.
I had a 40 mm x 40 mm piece of GG 25 in my stash. I milled the two halves from it. I made the two discs for the turning option from one piece of steel.
The discs are screwed and pinned to the cast iron holders. The rotation axis is screwed into a steel disc and in the opposite disc is the seat for the rotation axis.
Both discs are held together with two M5 hexagon socket screws. The angle of rotation is 45° to the right and to the left.
One disc has a 100° graduation. The other disc has a zero line and a vernier to realise 1° steps.
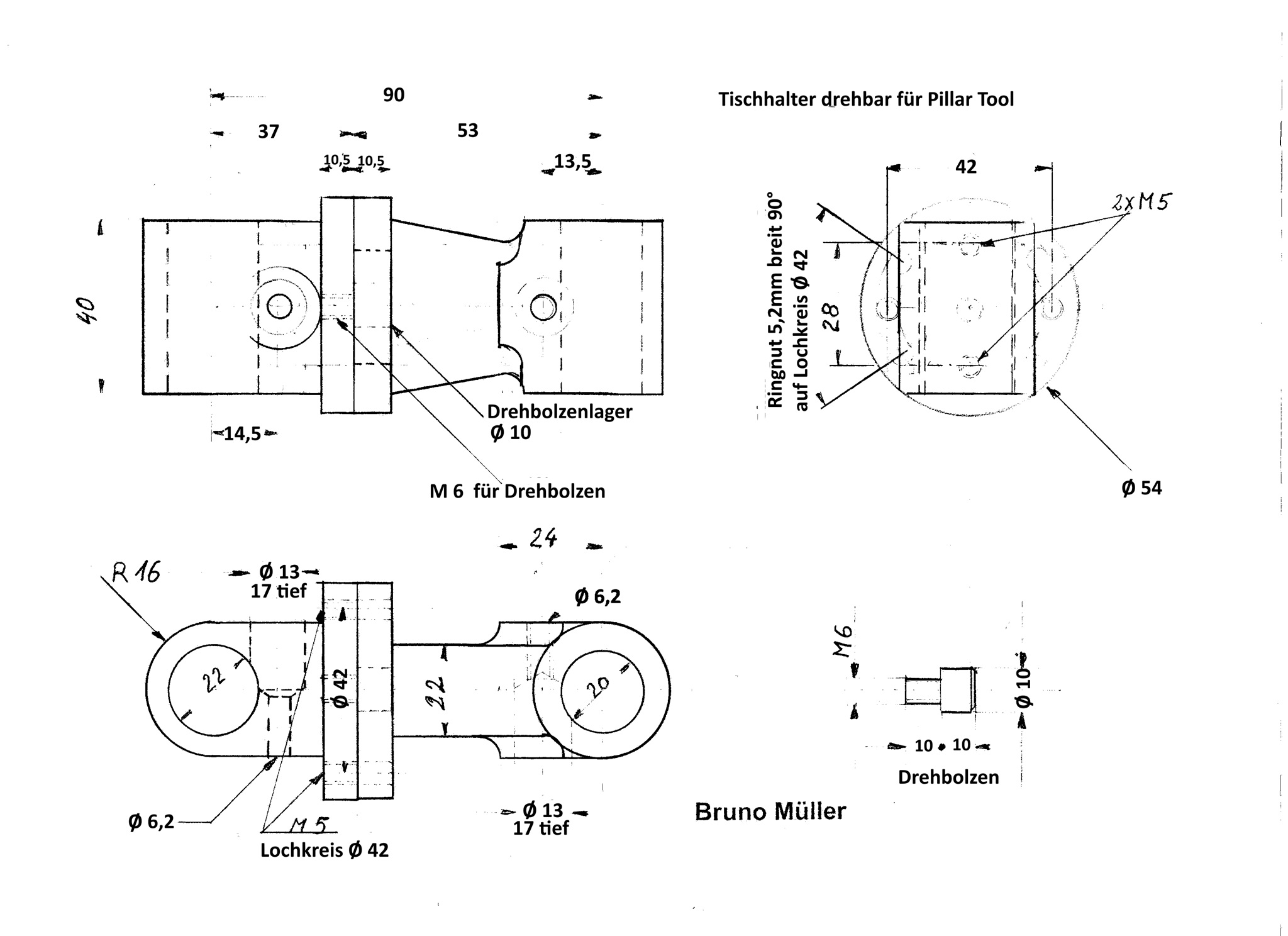 Hier die grobe Zeichnung für das Teil.
Hier die grobe Zeichnung für das Teil.Here is the rough drawing for the part.
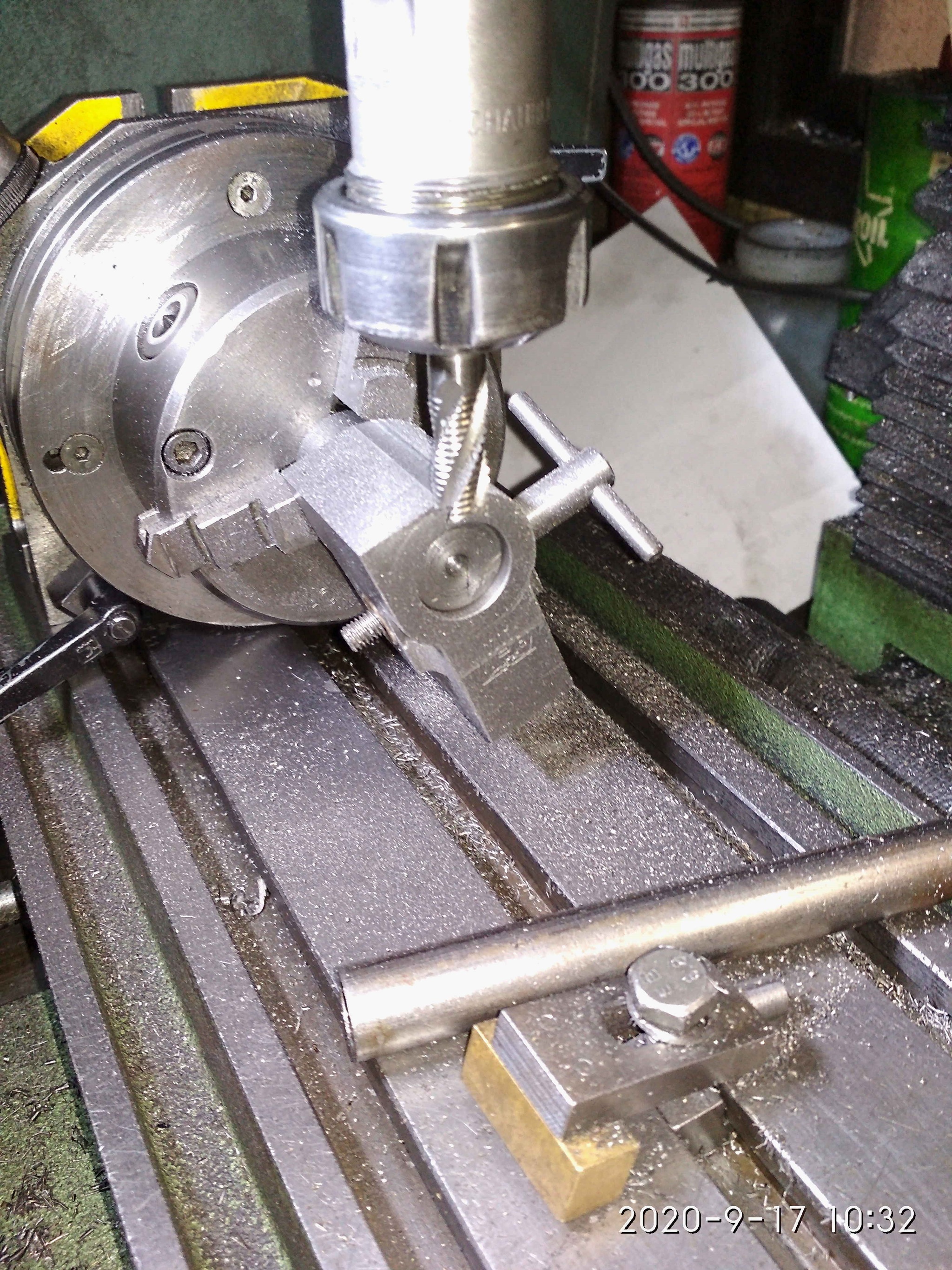
 Beim Bohren der Führungsbohrungen.
Beim Bohren der Führungsbohrungen.Die Klemmsteine wurden gleichzeitig mit ausgebohrt.
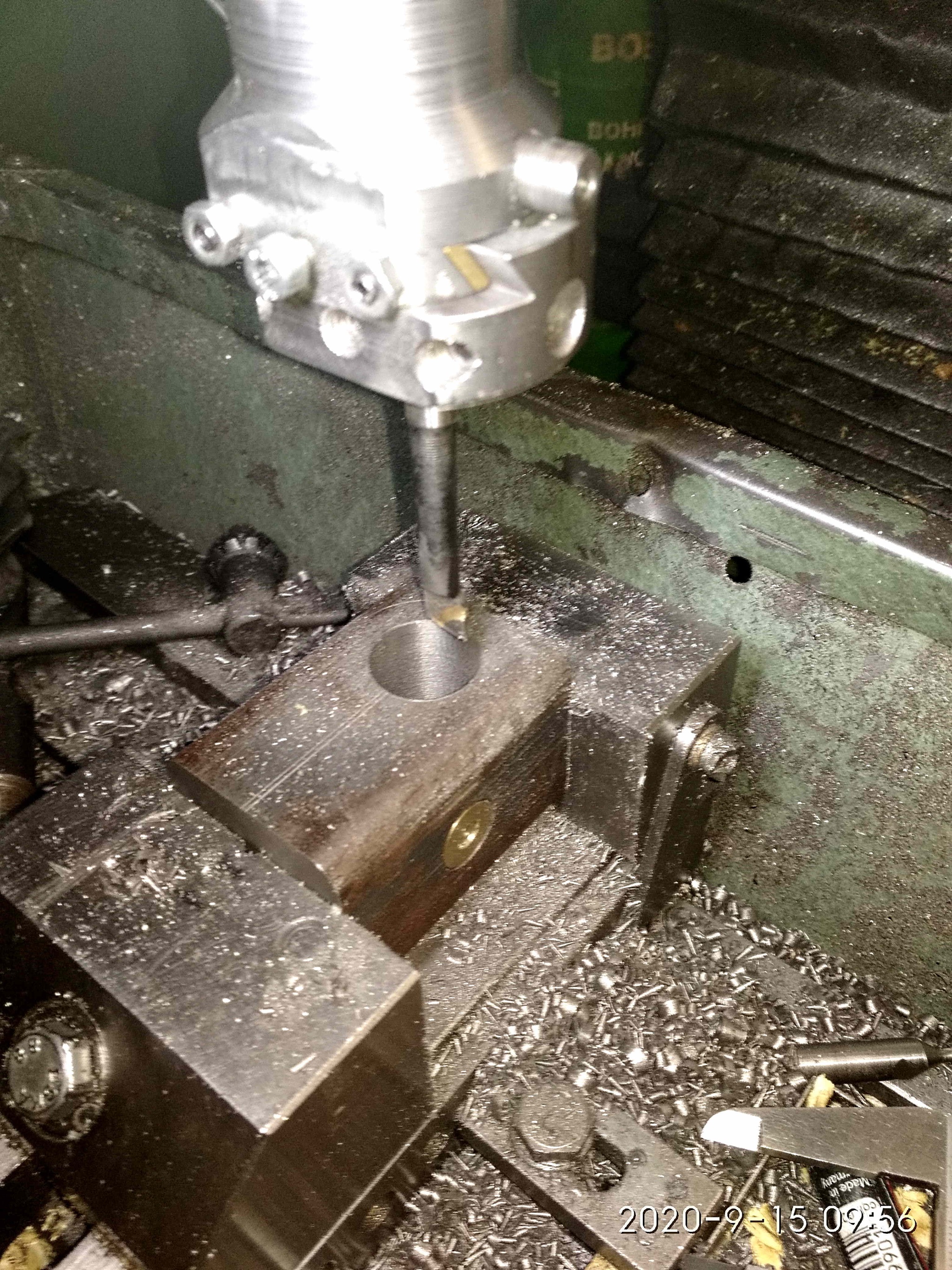 Nach dem Vorbohren wurde die Bohrung ausgespindelt und im Anschluss mit einer Maschinenreibahle aufgerieben.
Nach dem Vorbohren wurde die Bohrung ausgespindelt und im Anschluss mit einer Maschinenreibahle aufgerieben. Mit dem Messerkopf wurde die Außenkontur überfräst.
Mit dem Messerkopf wurde die Außenkontur überfräst. Die beiden Scheiben wurden aus einem Reststück aus der Schrottkiste geschnitten.
Die beiden Scheiben wurden aus einem Reststück aus der Schrottkiste geschnitten.16.09.2020
Es wurde weiter gewerkelt.
Die beiden Flansche wurden gedreht , gebohrt, Gewinde geschnitten, Schlitze gefräst, Passstifte gesetzt.
Als es soweit fertig war- erste Probe-Montage. Es passt alles.
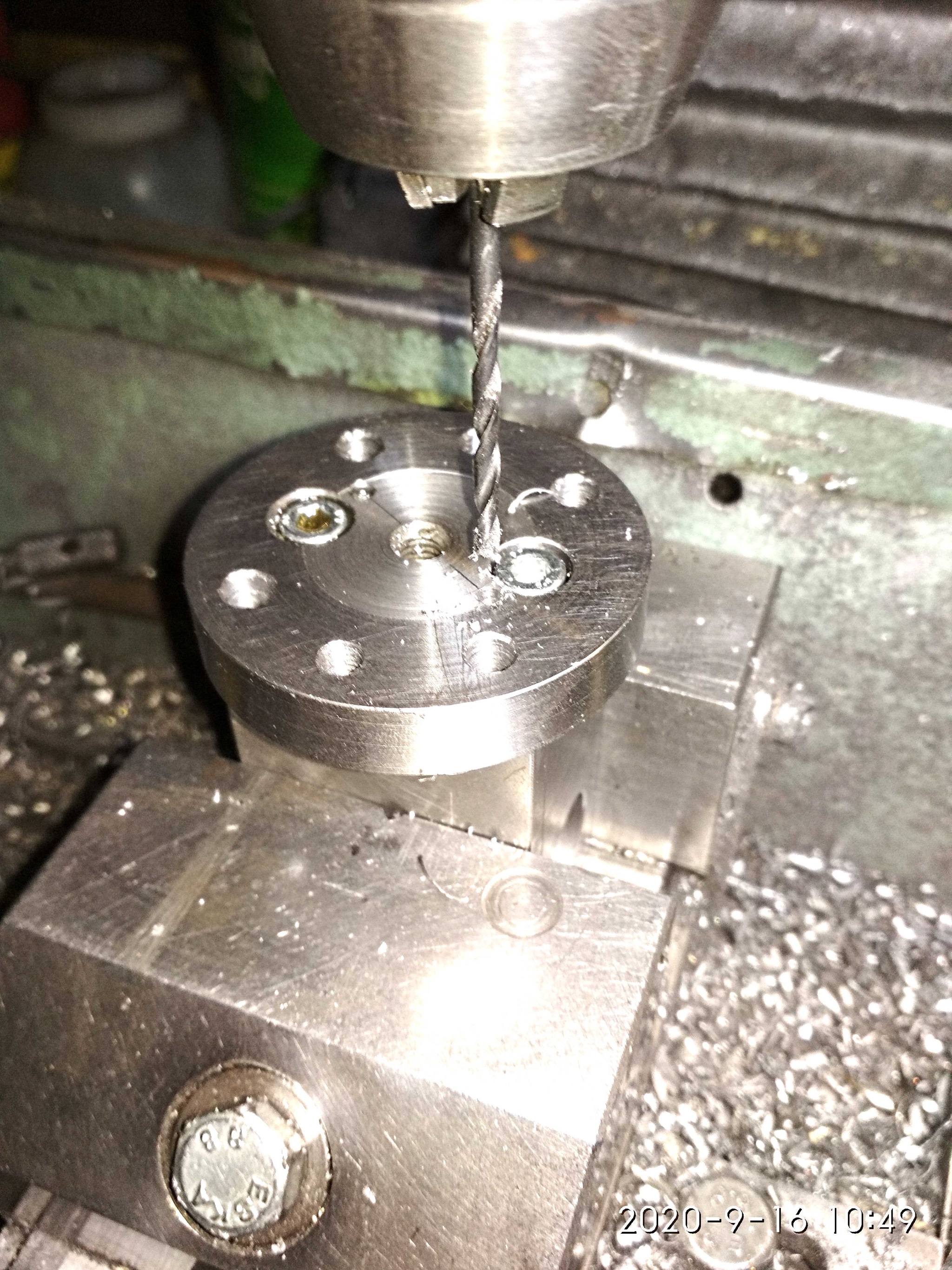 Beim Verbohren der Flansche. Die Passstifte habe ich neben die Senkung für die Befestigungsschrauben gesetzt.
Beim Verbohren der Flansche. Die Passstifte habe ich neben die Senkung für die Befestigungsschrauben gesetzt. Die beiden Teile des Schwenkarmes.
Die beiden Teile des Schwenkarmes. Die Flansche wurden mit jeweils zwei M 5 Schrauben befestigt und nach dem Ausrichten mit jeweils zwei 3mm Passstiften gesichert.
Die zentrale Drehachse wurde saugend zur Bohrung gedreht mit M 6 versehen und ein 5 mm Innensechskant eingeräumt.
 Die Achsabstände stimmen alle und der 20 mm Bolzen geht saugend in die andere Führungsbohrung.
Die Achsabstände stimmen alle und der 20 mm Bolzen geht saugend in die andere Führungsbohrung. 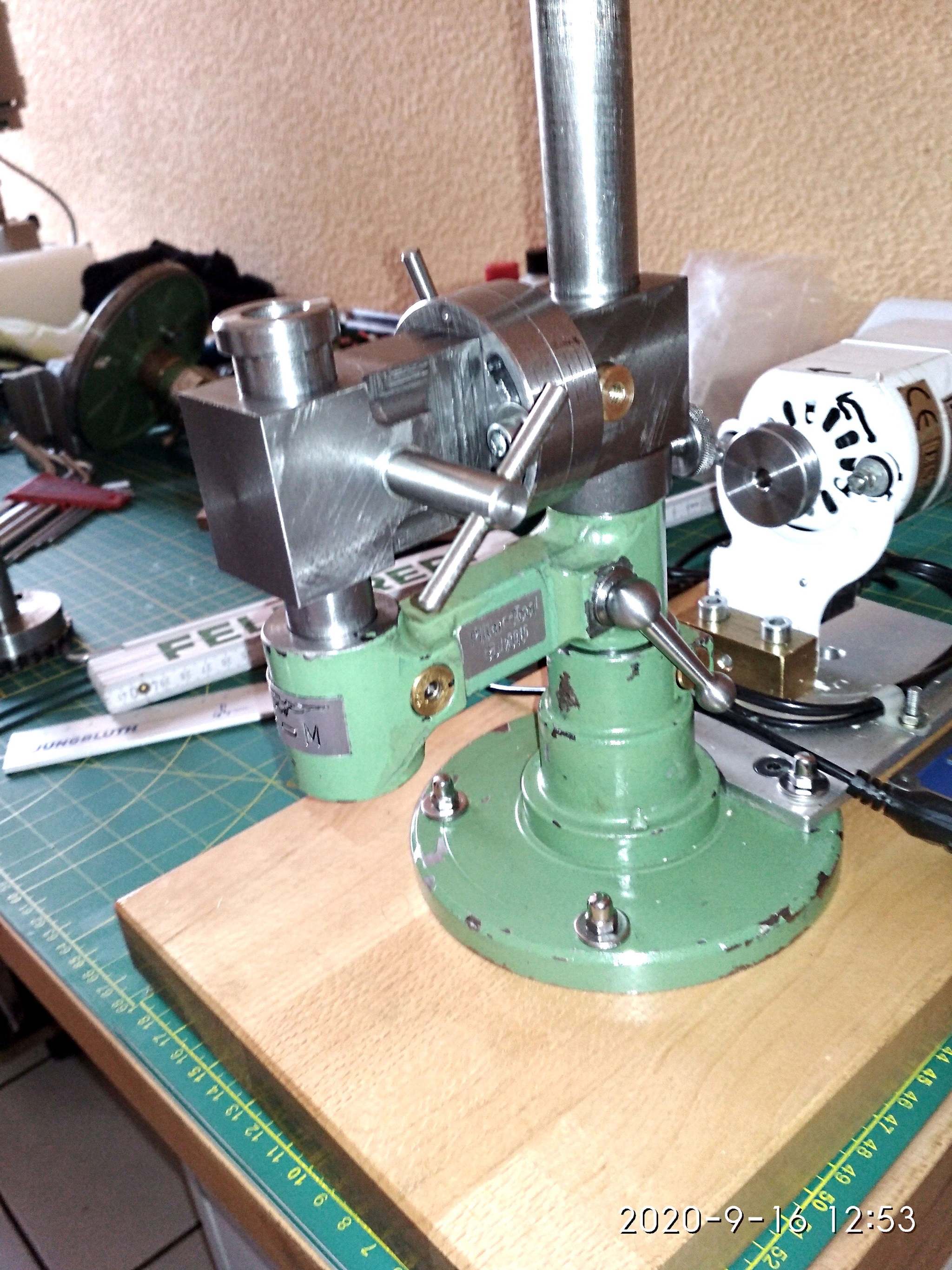

 Schwenkbereich nach links.
Schwenkbereich nach links. Schwenkbereich nach rechts.
Schwenkbereich nach rechts.Als Nächstes wird alles noch etwas gefälliger gemacht.
Außenrundung an den Armen fräsen, noch einen kleinen Ausschnitt für die Schraubenköpfe an der Scheibe fräsen.
Für die Klemmstücke 1,5mm Passbolzen einbohren und in die Klemmstücke 1,5mm Schlitz fräsen als Führung.
Graduierung anbringen.
Zu guter Letzt werde ich auch noch zwei Knebel-Schrauben anfertigen.
Die Flansche sind entgegen der ursprünglichen Zeichnung mit einem Außendurchmesser von 54 mm gefertigt worden. Die Ringnut liegt dementsprechend auf einem Durchmesser von 42 mm.
Die Winkelverstellung hat sich dadurch auf jeweils 45 Grad vergrößert.
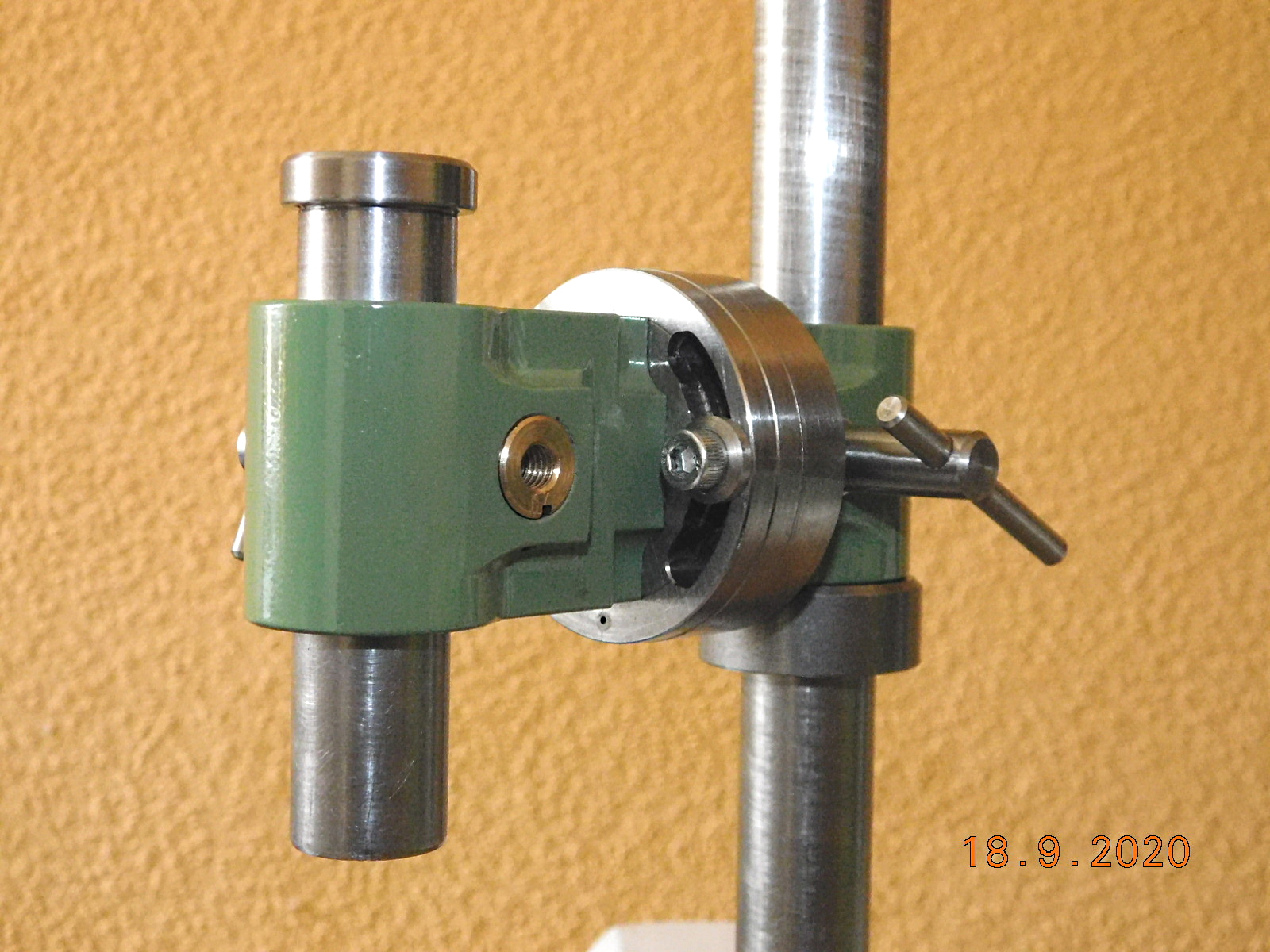
18.09.2020
Final -Tag.
Das Teil ist fertig und Farbe ist auch drauf.
 Verrundung der Außenkontur.
Verrundung der Außenkontur. Schaut schon gut aus.
Schaut schon gut aus.

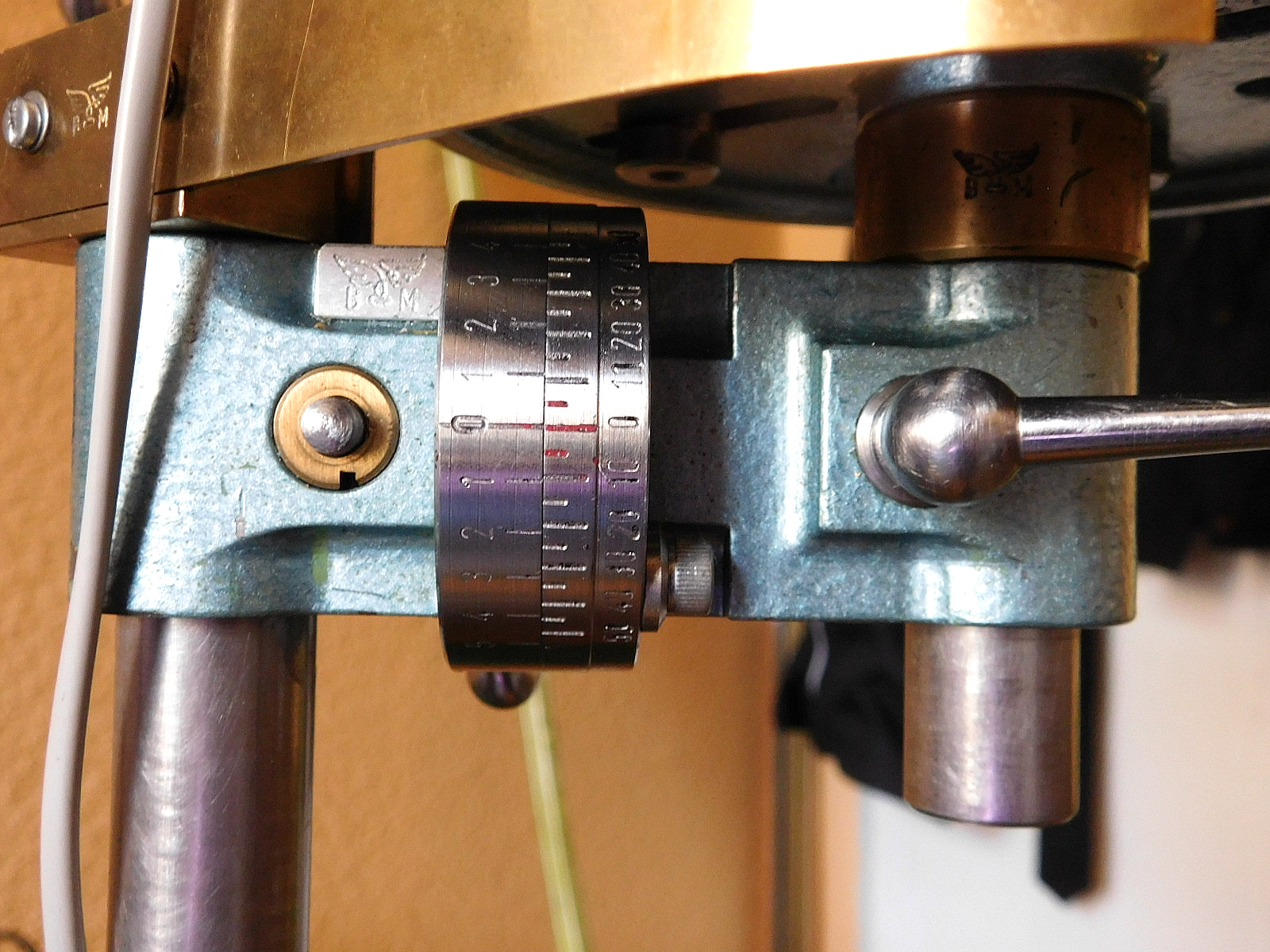
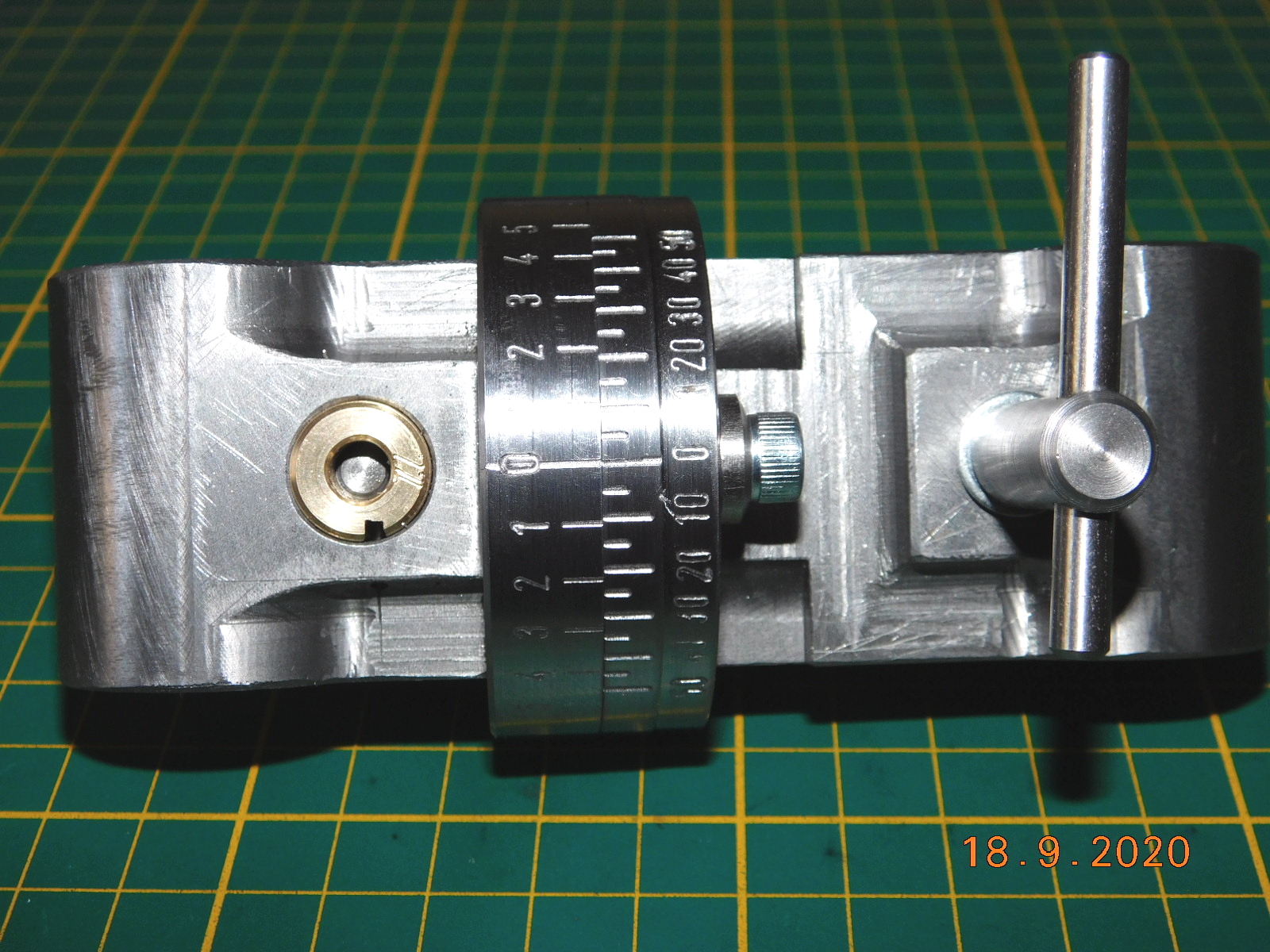 Die Gradeinteilung hat noch einen Nonius erhalten, so können auch einzelne Winkelgrade bis 45 Grad eingestellt werden.
Die Gradeinteilung hat noch einen Nonius erhalten, so können auch einzelne Winkelgrade bis 45 Grad eingestellt werden.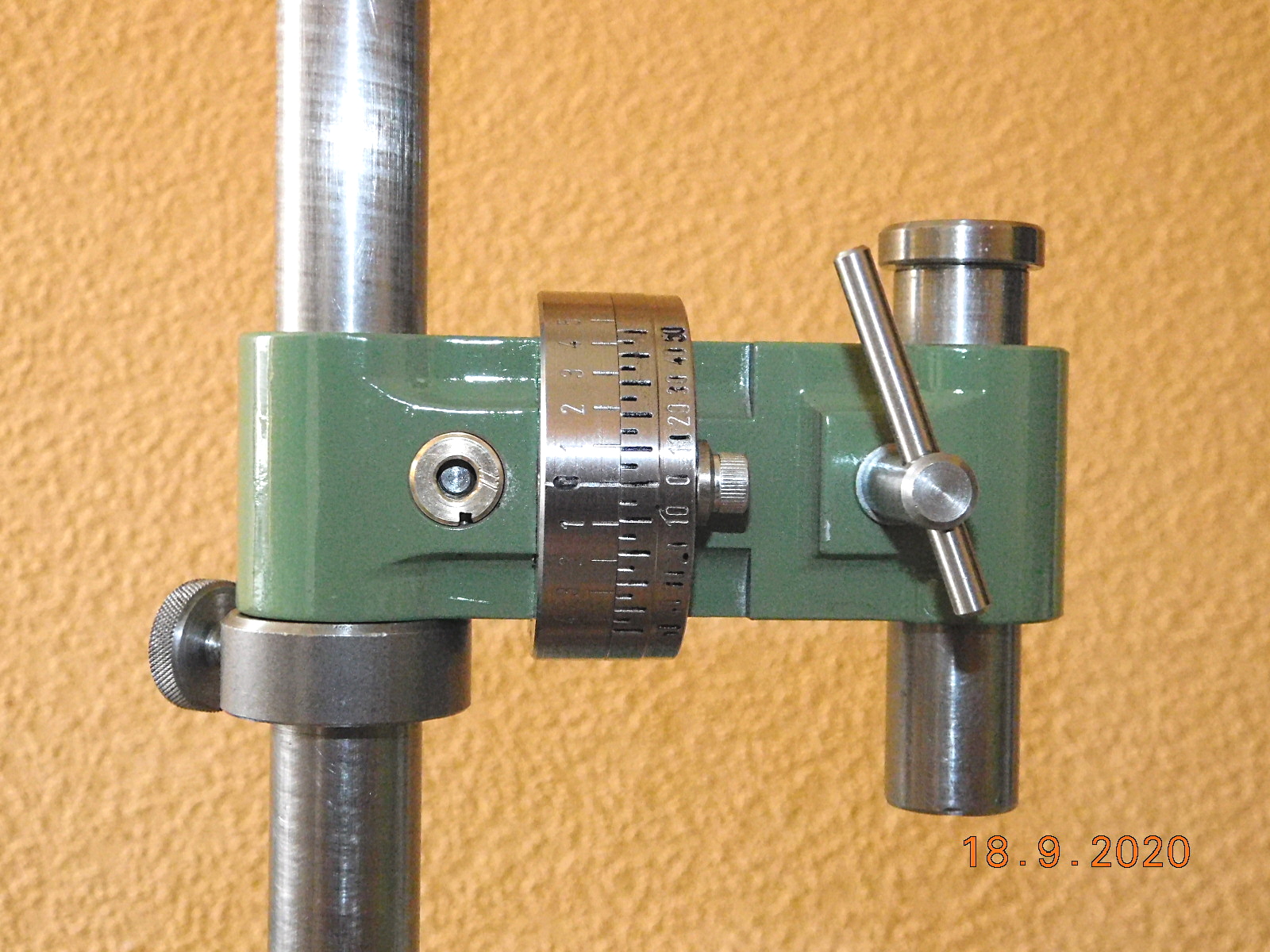
25.09.2020
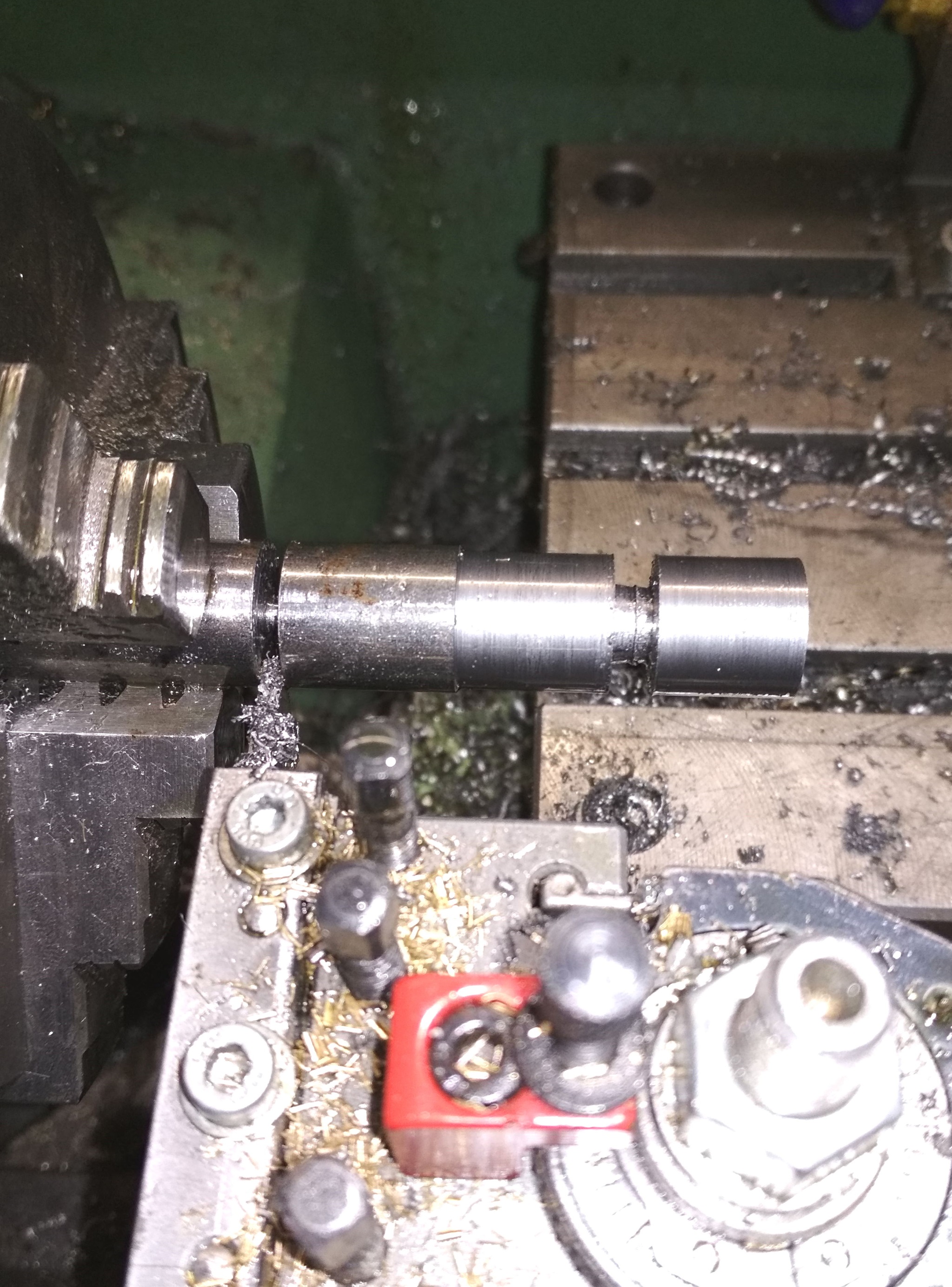
Für den drehbaren Halter wurden die Knebelschrauben gefertigt.
Ausgangsmaterial war 14 mm Automatenstahl, mit jeweils 51 mm Länge.
Das Eine Ende wurde auf 11 mm bis etwa zu der Hälfte der Länge abgedreht und 11 mm vom Ende her einen breiten Einstich bis zum Durchmesser 6 mm gefertigt.
Das Teil wurde gedreht und 14 mm vom anderen Ende wurde ein breiter Einstich bis auf einen Durchmesser von 7.5 eingestochen.
Das sind die Freiräume für das Kugel-Dreh-Gerät.
Das Kugel-Dreh-Gerät wurde nun auf den Oberschlitten gespannt.
Die 14 mm Kugel wurde zuerst an beiden Teilen fertig gedreht. Dazu wurde der Knebel-Griff auf den 11 mm Ansatz gespannt. Anschließend wurde die 11 mm Kugel gedreht.
Nun konnte das Kugel-Dreh-Gerät weg und der Oberschlitten wurde auf 2° Schräge eingestellt.
Der Knebel-Griff wurde auf der 11 mm Kugel mit einer Schon- Zwischenlage gespannt und die andere Seite wurde mit einer hohlen Spitze im Roll-Körner abgestützt.
Die schräge Griff-Stange wurde nun gedreht.
Im Anschluss wurde der Knebel_Griff auf der 14 mm Kugel knapp im Dreibackenfutter gespannt die 11 mm Kugel lag dabei am Futterkörper an. So ist die spätere, schräge Knebel-Stellung erreicht. Nach Bohren und Gewinde schneiden war der Griff soweit fertig, dass die Schrauben eingeklebt werden konnten.
 14mm Absatz und Freistich.
14mm Absatz und Freistich.Der Rohling wird Abgestochen.
 Drehen der 14mm Kugel.
Drehen der 14mm Kugel. Nachdem der Absatz von 11mm angedreht wurde und ein Einstich gefertigt war , konnte die 11mm Kugel gedreht werden.
Nachdem der Absatz von 11mm angedreht wurde und ein Einstich gefertigt war , konnte die 11mm Kugel gedreht werden. Drehen der Anlagefläche.
Drehen der Anlagefläche.Die 14mm Kugel ist in einer speziellen Aufnahme gehalten.
Die 11mm Kugel liegt nun am Backenfutter an, so ist die, ca. 23° Schrägstellung vom späteren Knebel gewährleistet und bei allen gleich.
 Knebel mit Schraubbolzen versehen.
Knebel mit Schraubbolzen versehen. Knebelschraube am Halter montiert.
Knebelschraube am Halter montiert.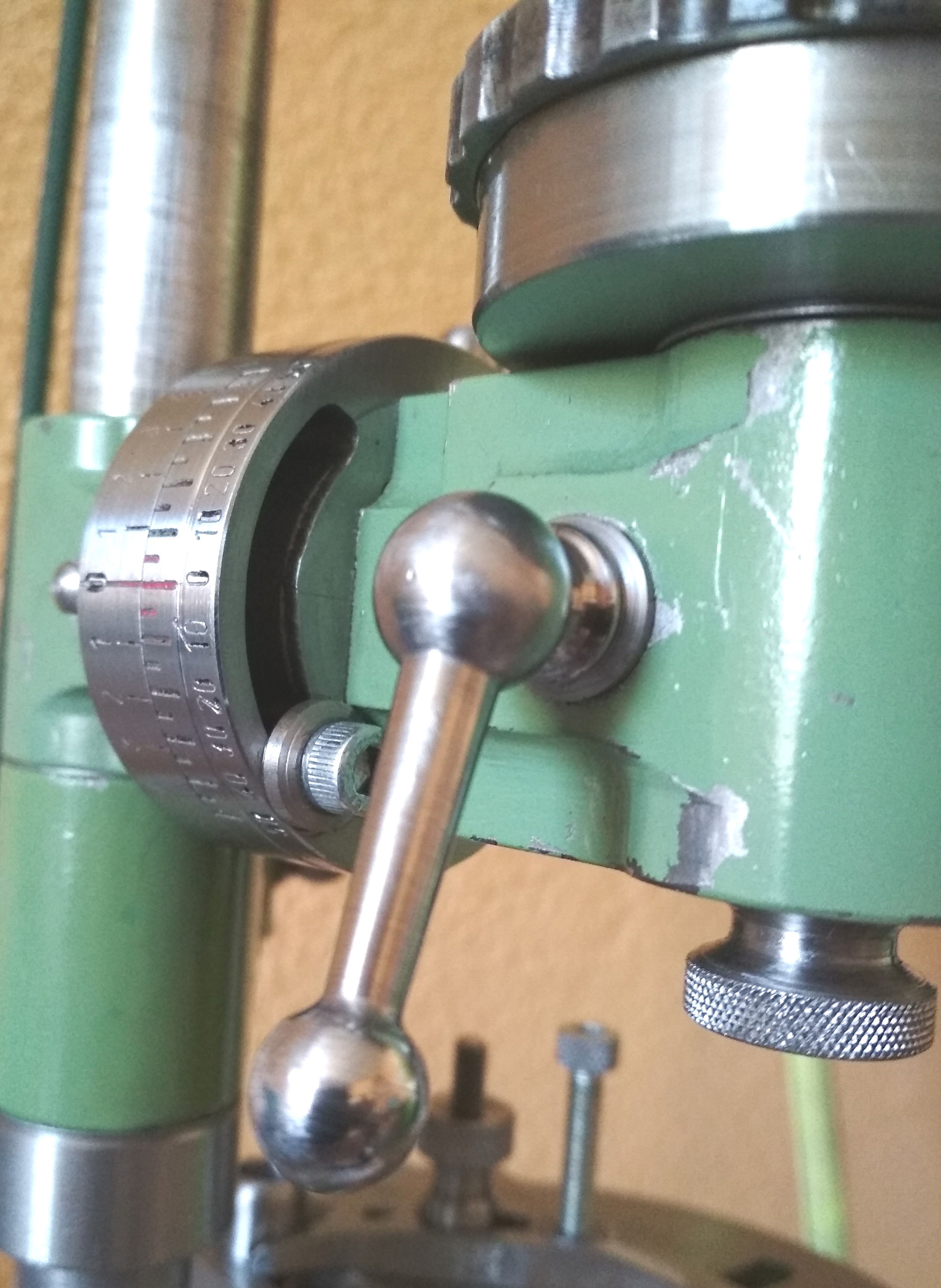
Alle Knebelschrauben wurden in gleicher Weise hergestellt.
Als Material verwendete ich vornehmlich, wegen der besseren Verarbeitbarkeit, Automatenstahl. Aber einige Knebel habe ich auch aus St 52 gefertigt.
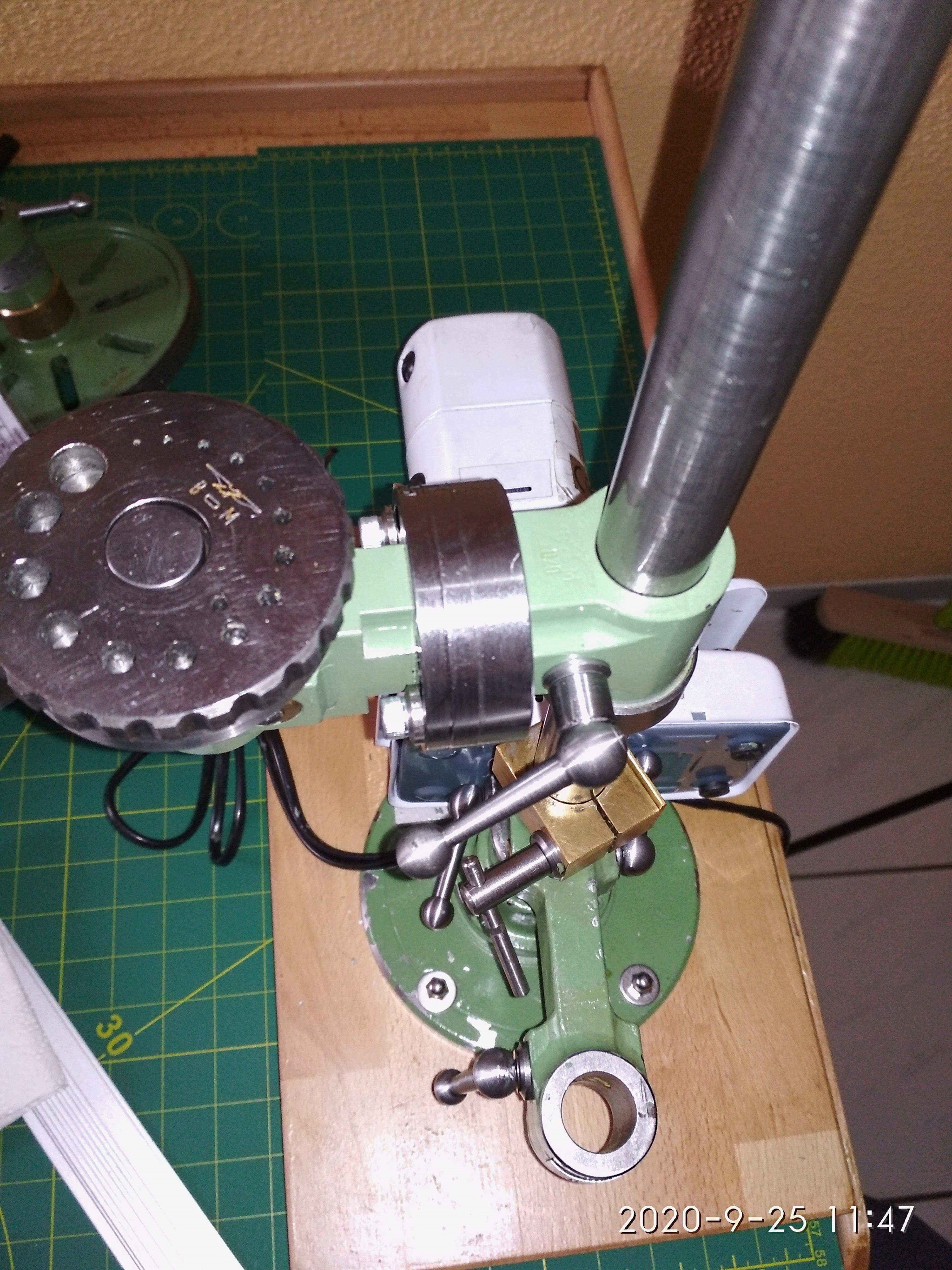

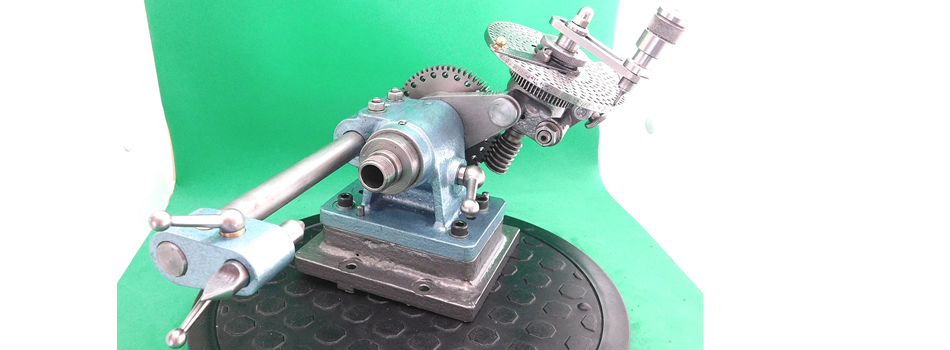
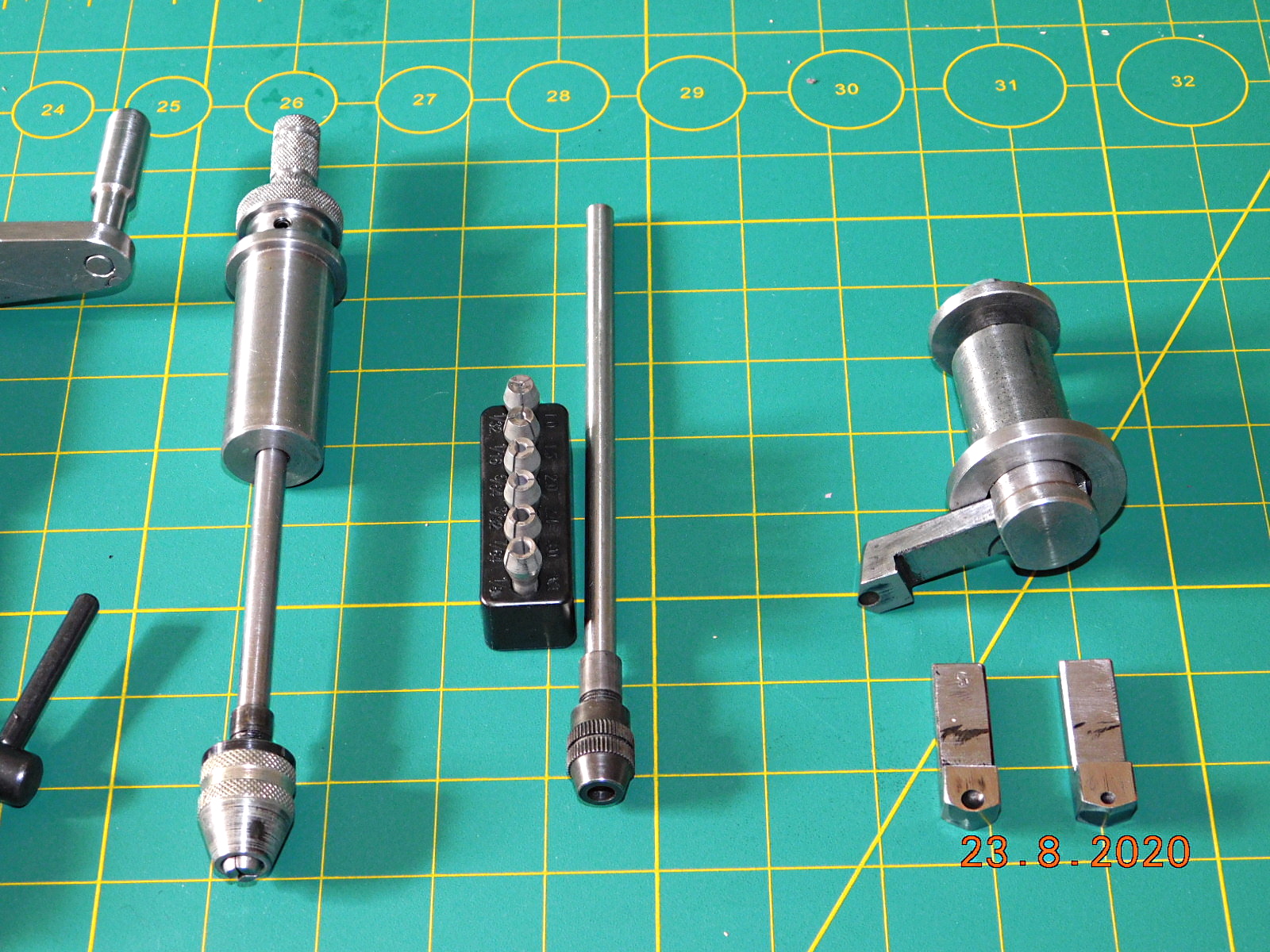
Das komplette Gerät mit allen Aufnahme-Armen.





 Mit zwei zusätzlichen Gewindebohrungen sind auch Winkeleinstellungen bis 90° möglich.
Mit zwei zusätzlichen Gewindebohrungen sind auch Winkeleinstellungen bis 90° möglich.23.08.2020
Dem Gerät wurde eine Fußplatte aus Buche verpasst.
Im Anschluss habe wurden einige Bilder von dem Gerät und dem Zubehör gemacht.






21.07.2020
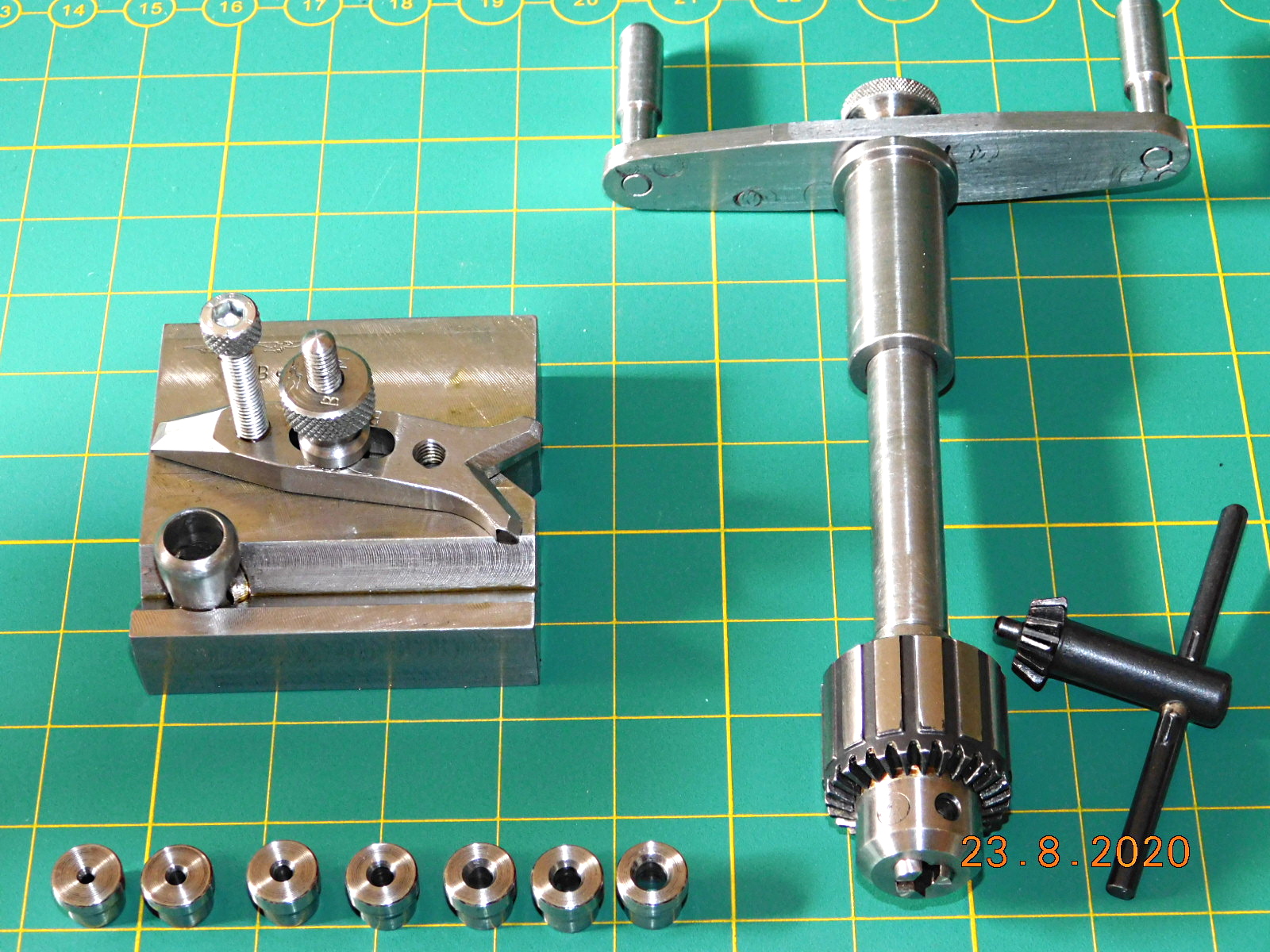
Für das Pillar-Tool habe ich vor einigen Wochen eine Fingerplatte gefertigt.
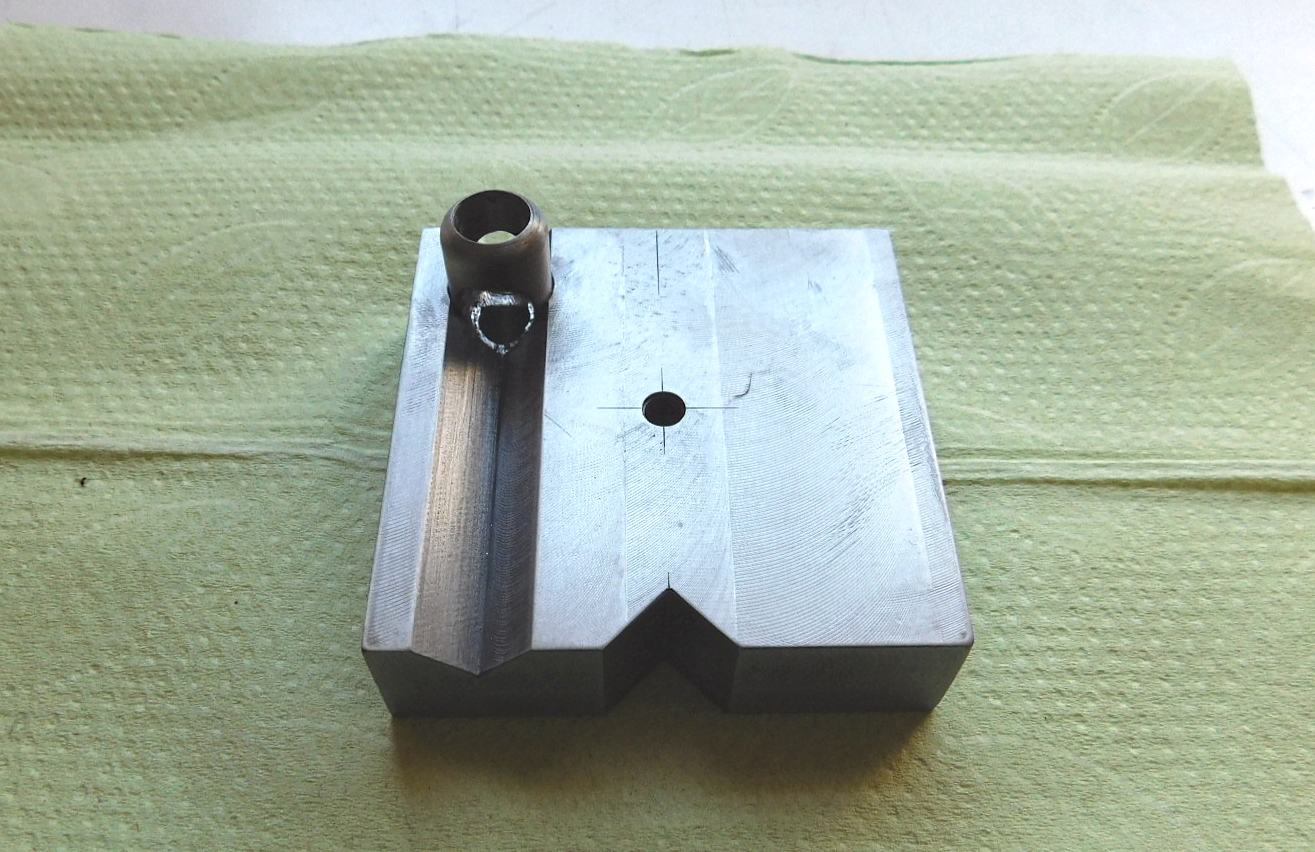 Aus einem Abfallstück EN-GJL- 250 (GG25) wurde die Platte gefertigt. Maße 70 x 70 x 19mm. In der Mitte ist ein M6 Gewinde für den Spannbolzen.
Aus einem Abfallstück EN-GJL- 250 (GG25) wurde die Platte gefertigt. Maße 70 x 70 x 19mm. In der Mitte ist ein M6 Gewinde für den Spannbolzen. Der Befestigungsfinger ist aus Stahl S235JR mit den Maximalmaßen 70 x 25 x 8mm.
Der Befestigungsfinger ist aus Stahl S235JR mit den Maximalmaßen 70 x 25 x 8mm. In dem eingefrästen Prisma ist eine Führung für Bohrbuchsen unterschiedlicher Größe.
In dem eingefrästen Prisma ist eine Führung für Bohrbuchsen unterschiedlicher Größe.
Eine weitere Spannmöglichkeit für sehr kleine Teile. Another clamping option for very small parts.



13.04.2019
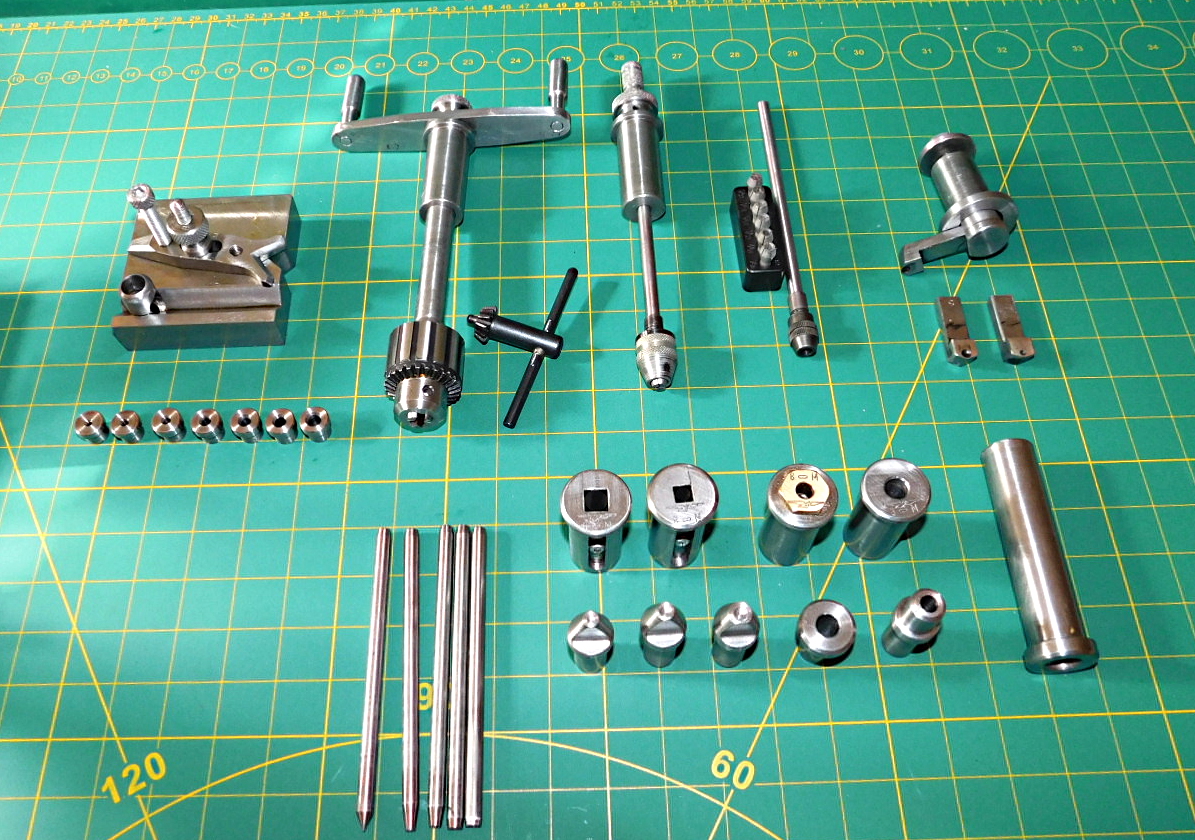
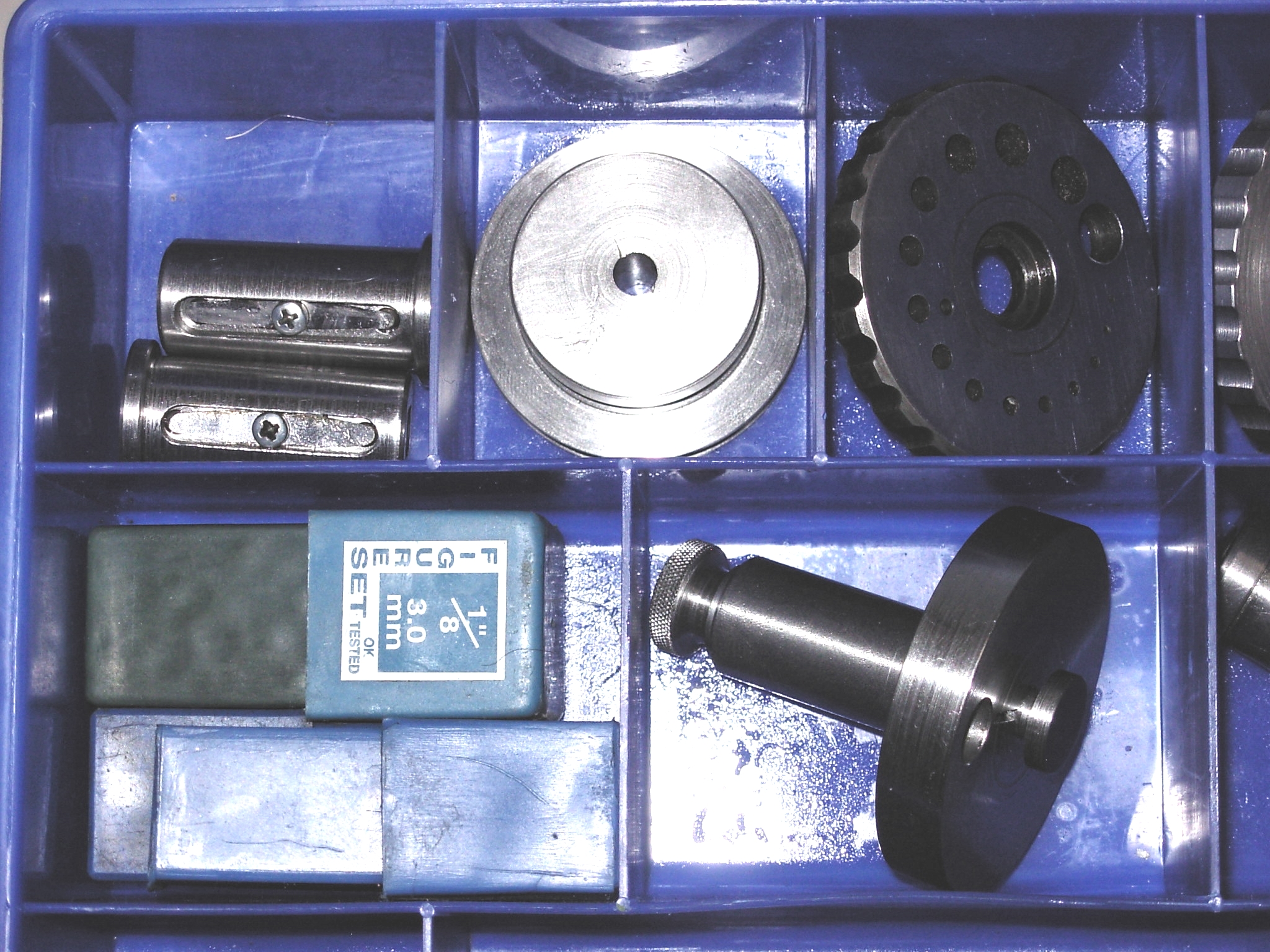
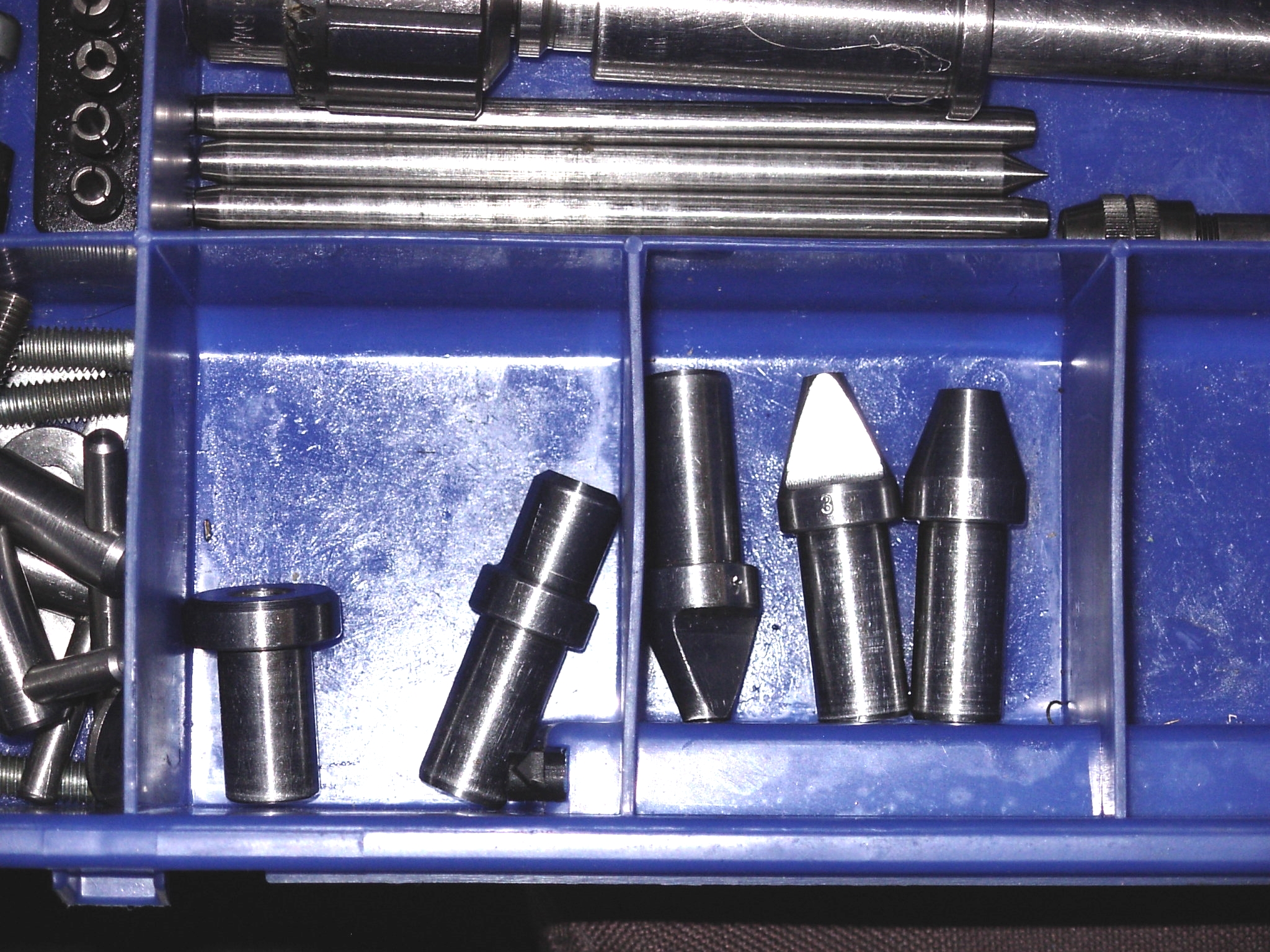
Für das Zubehör hab ich eine Sortiment-Box angeschafft. Darin ist alles übersichtlich untergebracht.
 Übersicht der Box.
Übersicht der Box.Obere Reihe v.l.n.r.: unterschiedliche Schlagstepelhalter; zweite Antriebsriemenscheibe; Zwei Lochplatten; Nietunterlagenhalter mit den Unterlagen; div. Feden und Schrauben.
Zweite Reihe v.l.n.r.: unterschiedliche Schlagstempel; Lochplattenhalter; langer Adapter für Nietsetzer; unterschiedliche Halter.
Dritte Reihe v.l.n.r.: diverse Spannschrauben und Spannzangen; unterschiedliche Kopfmacher, verschiedene Gewindebohrhalter, Querkurbel.
UntereReihe v.l.n.r.: Verschiedene Schrauben; unterschiedliche Einsätze für den Bohrtisch; Nietuntersetzer; Bohrfutterschlüssel; diverse Stiftschlüssel.


03.04.2019
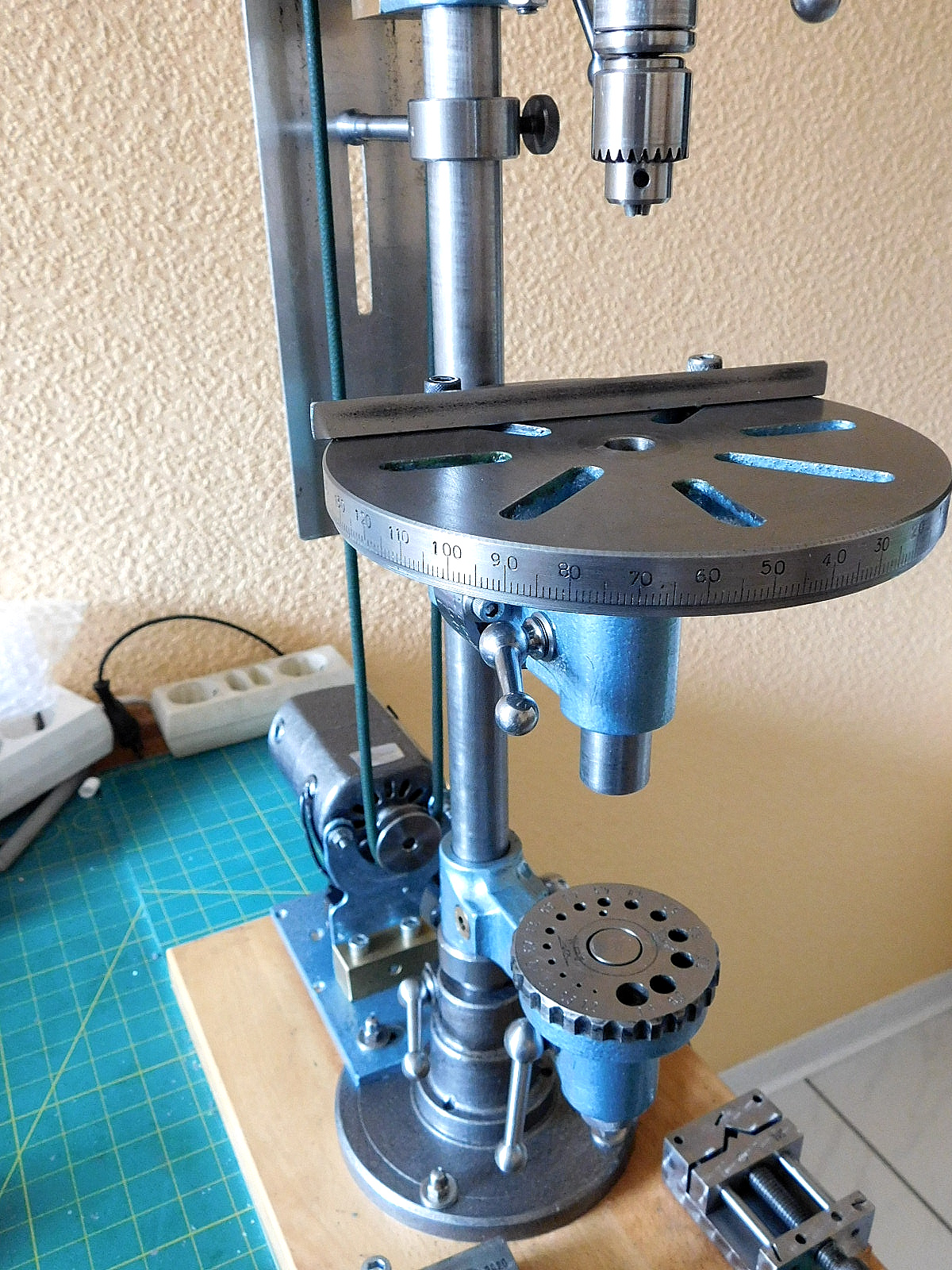
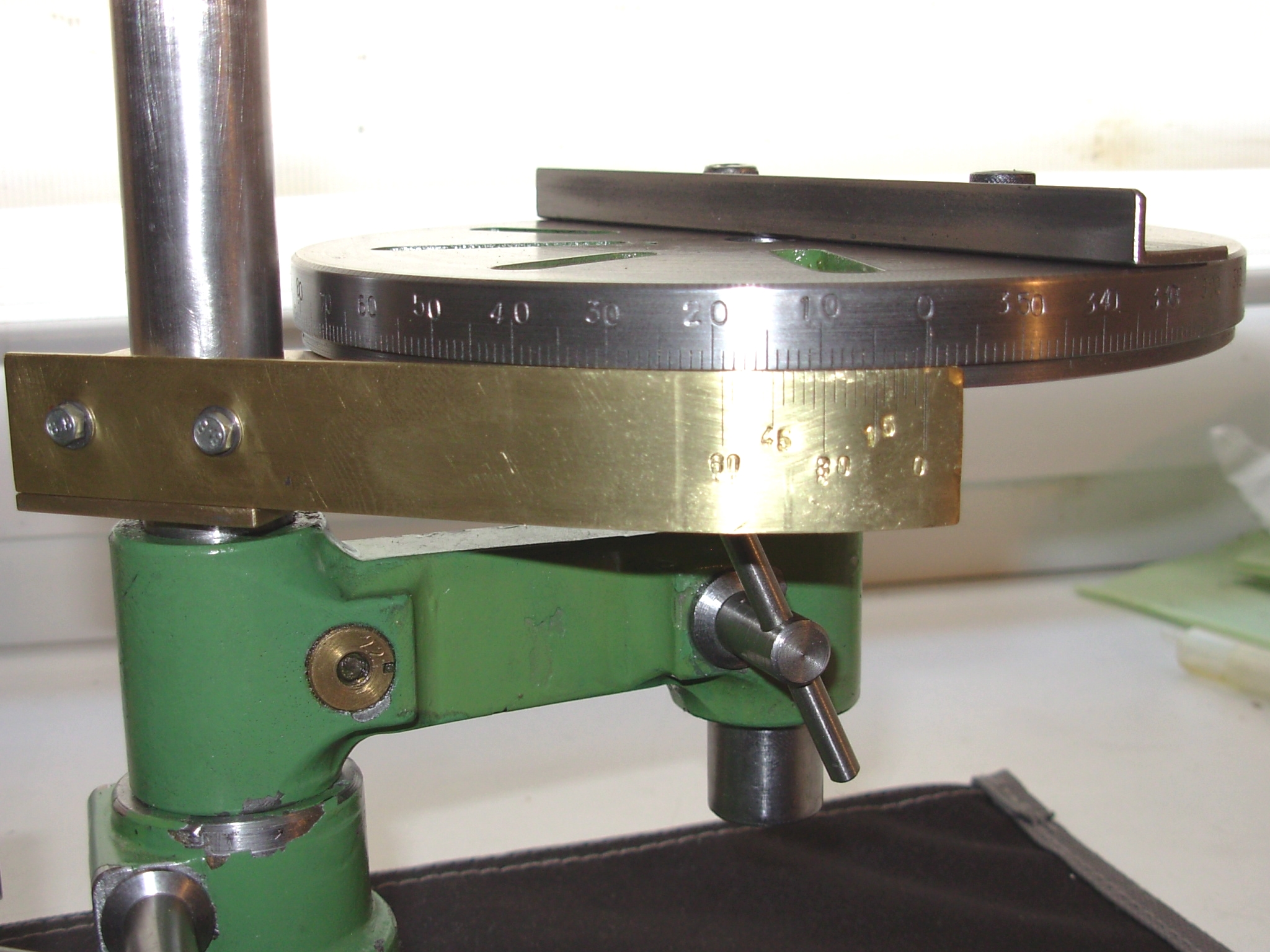
Die Graduierung am Bohrtisch habe ich fertig gestellt. Die ursprünglich Einteilung war fehlerhaft. Ich habe mit einem dünnen Span die erste Graduierung weg gedreht und neu aufgebracht. im Anschluss wurden die Zahlen eingeschlagen.
Reine Fleißarbeit.
 Es wurden 360 Gradstriche eingearbeitet. und die 10ner Teilung wurde beschriftet.
Es wurden 360 Gradstriche eingearbeitet. und die 10ner Teilung wurde beschriftet. Beim aller letzten Strich hab ich mich verhaspelt.
Beim aller letzten Strich hab ich mich verhaspelt.
Um den Bohrtisch genau auszurichten benötigt man noch eine Nonius-Skala.
Ich habe diese aus einem Messingstreifen und einem Halter gefertigt.
Für die Graduierung der Nonius-Skala habe ich zunächst den Umfang des Tisches ausgerechnet und anschließend durch 360° geteilt. Das ergibt den Abstand von Teilstrich zu Teilstrich am Tischumfang.
Im Anschluss wurde dieses Maß mal 19 genommen und anschließend dieses Maß durch 20 geteilt. So kam ich auf einen Abstand von Teilstrich zu Teilstrich am Nonius von 1,25mm.
Dies wurde an dem Messingstreifen vor dem Biegen mit dem Paralellreißer eingeritzt.
 Auf den Messingstreifen wurde ein Nonius aufgebracht. Je Teilstrich sind das 3 Winkelminuten.
Auf den Messingstreifen wurde ein Nonius aufgebracht. Je Teilstrich sind das 3 Winkelminuten.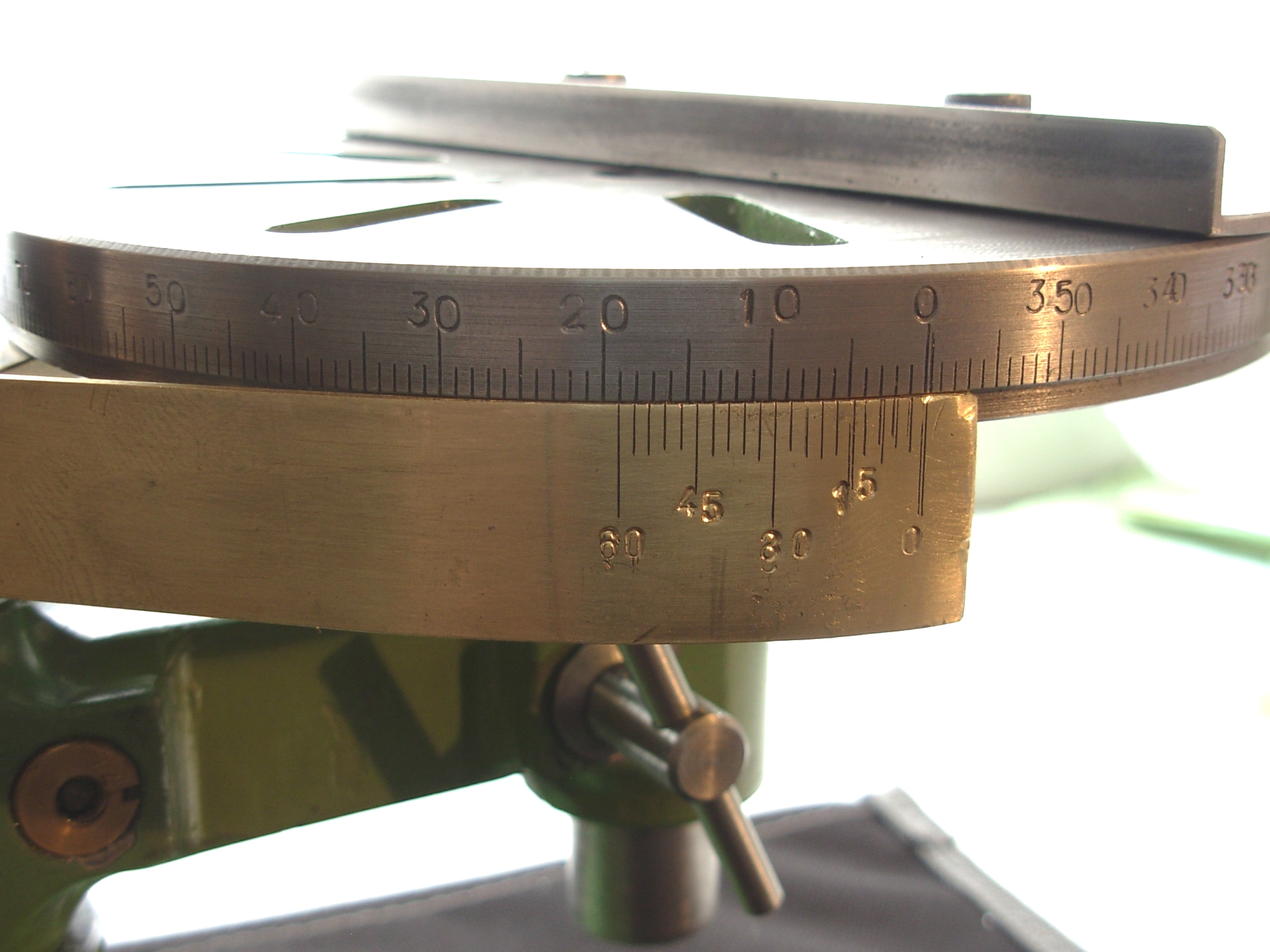
 Um genügend Freiraum für den Noniushalter zu haben, wurde noch ein Distanzstück für den Bohrtisch angefertigt.
Um genügend Freiraum für den Noniushalter zu haben, wurde noch ein Distanzstück für den Bohrtisch angefertigt. Hier habe ich noch ein Stück Bronze gefunden, welches gerade so passte.
19.09.2018
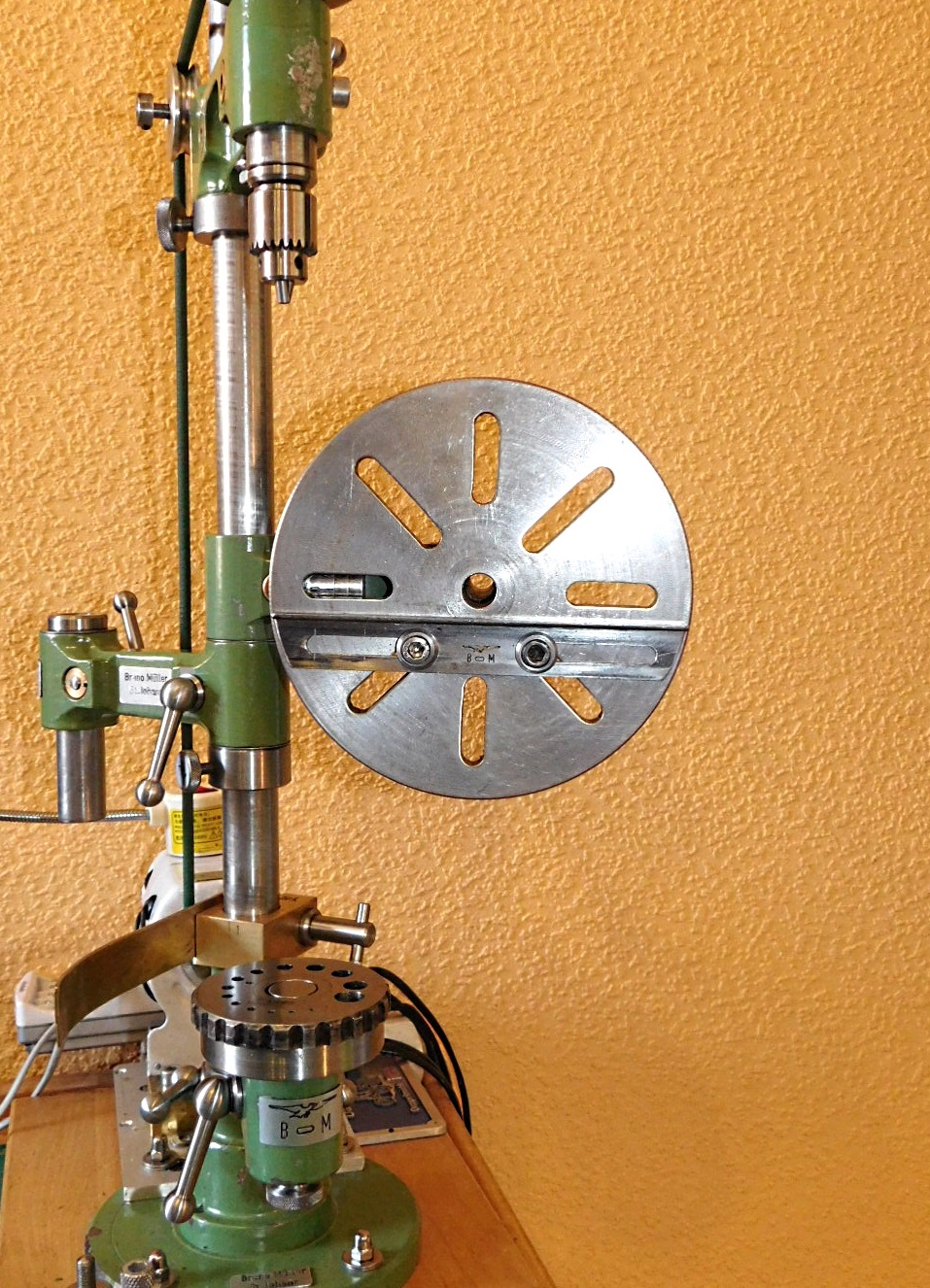
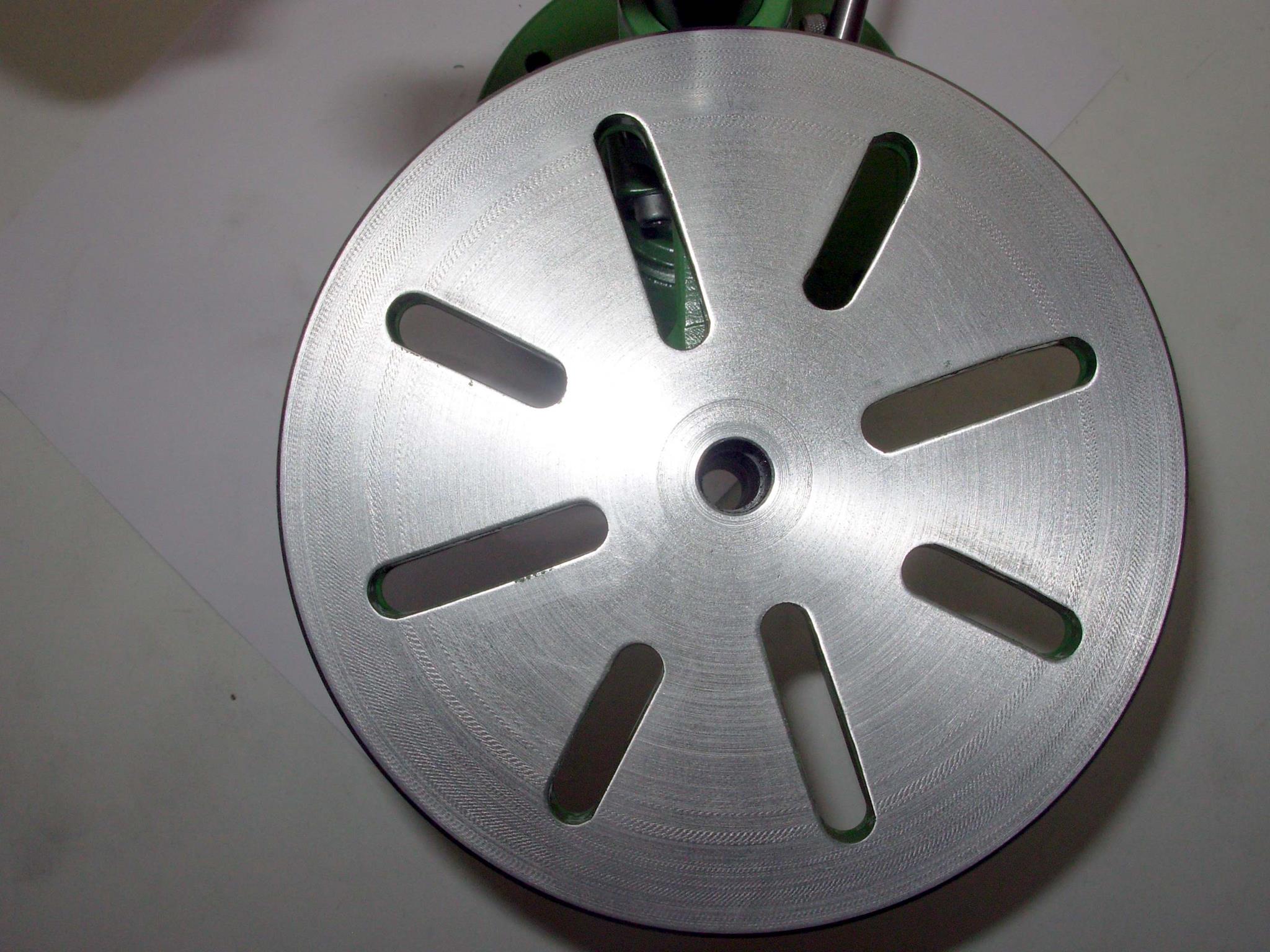
Ich habe in den letzten 3 Tagen für mein Säulengerät (PillarTool) eine Lochplatte hergestellt.
Nun wurde ich damit fertig.
Das Material ist aus dem Schrott-Kübel und wieder Vergütungsstahl aus dem LKW-Getriebebau.
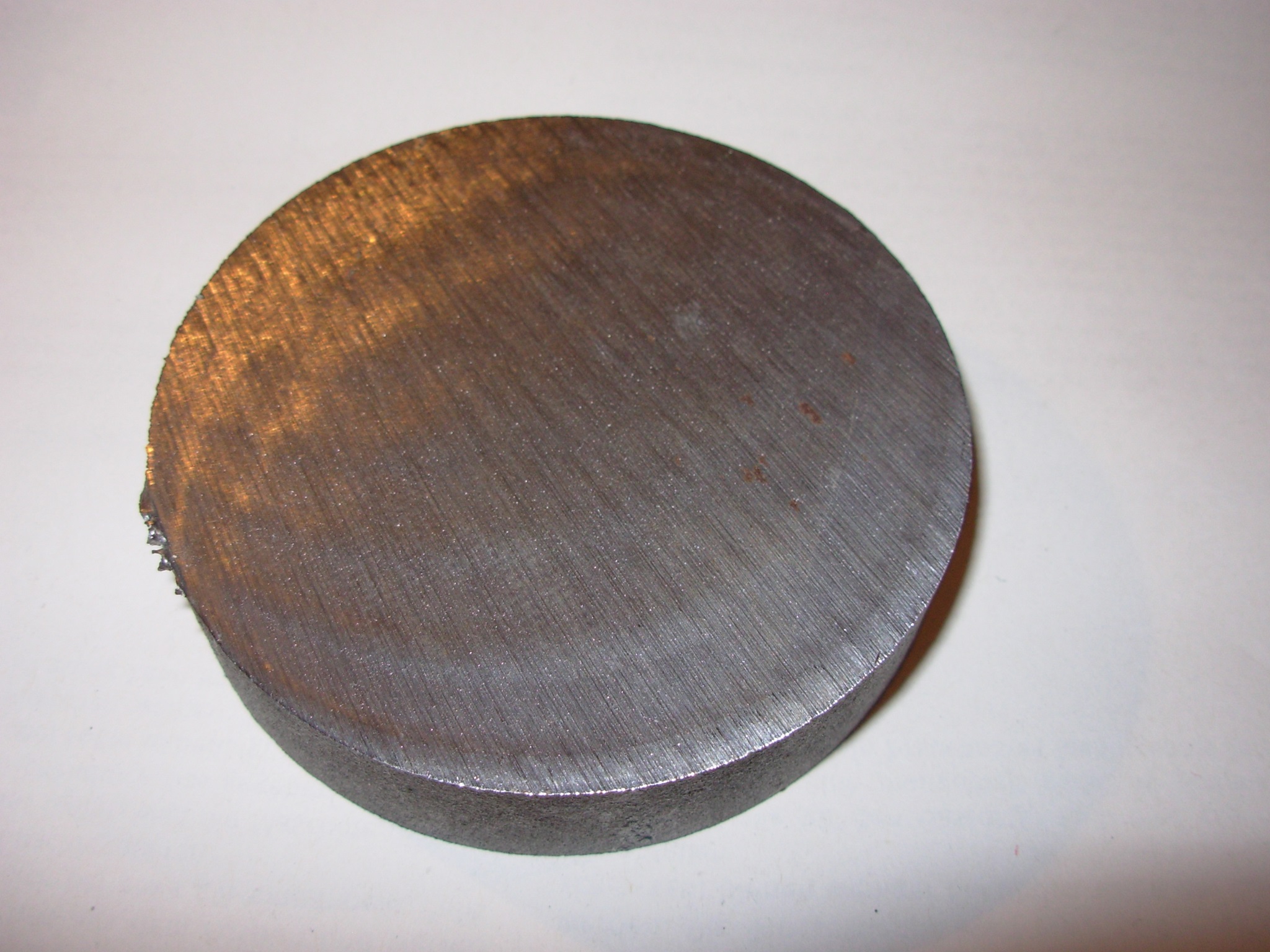 Aus einem Schmiede-Abfallstück einer Getriebe-Vorgelegewelle wurde dieses Teil abgesägt.
Aus einem Schmiede-Abfallstück einer Getriebe-Vorgelegewelle wurde dieses Teil abgesägt. 70mm Durchmesser und 13mm lang.
 Aus diesem Teil wurde dann die Lochplatte hergestellt.
Aus diesem Teil wurde dann die Lochplatte hergestellt.Ein Träger für die Lochplatte mußte natürlich auch angefertigt werden.
 Nach Fertigstellung wurde die Lochplatte gehärtet und Angelassen. Anschließend wurden die Planflächen geschliffen.
Nach Fertigstellung wurde die Lochplatte gehärtet und Angelassen. Anschließend wurden die Planflächen geschliffen. Eine Befestigungsschraube und eine Rändelmutter wurde hergetellt.
Eine Befestigungsschraube und eine Rändelmutter wurde hergetellt.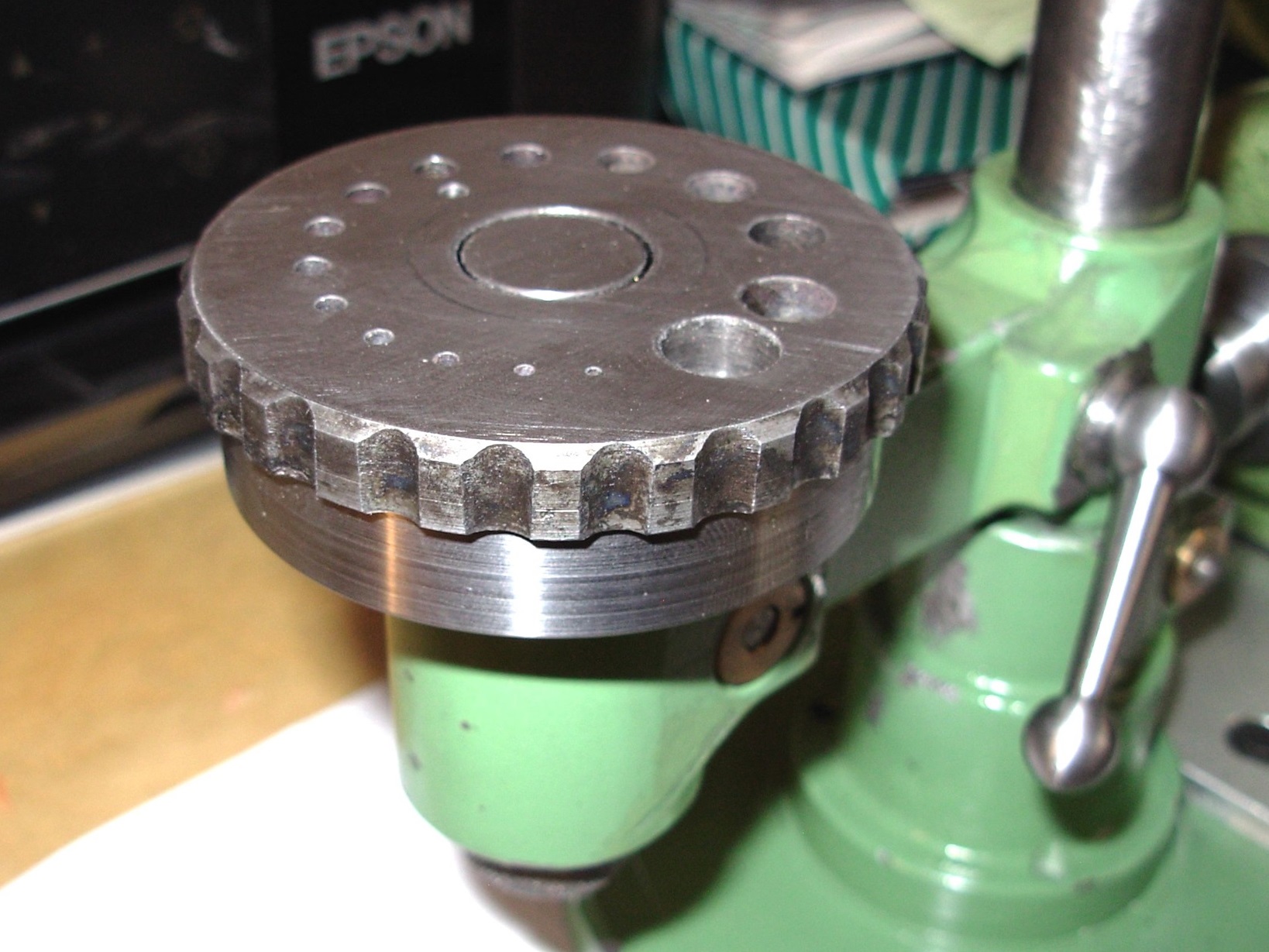 Das Teil wird im unteren Träger des Säulengerätes befestigt.
Das Teil wird im unteren Träger des Säulengerätes befestigt.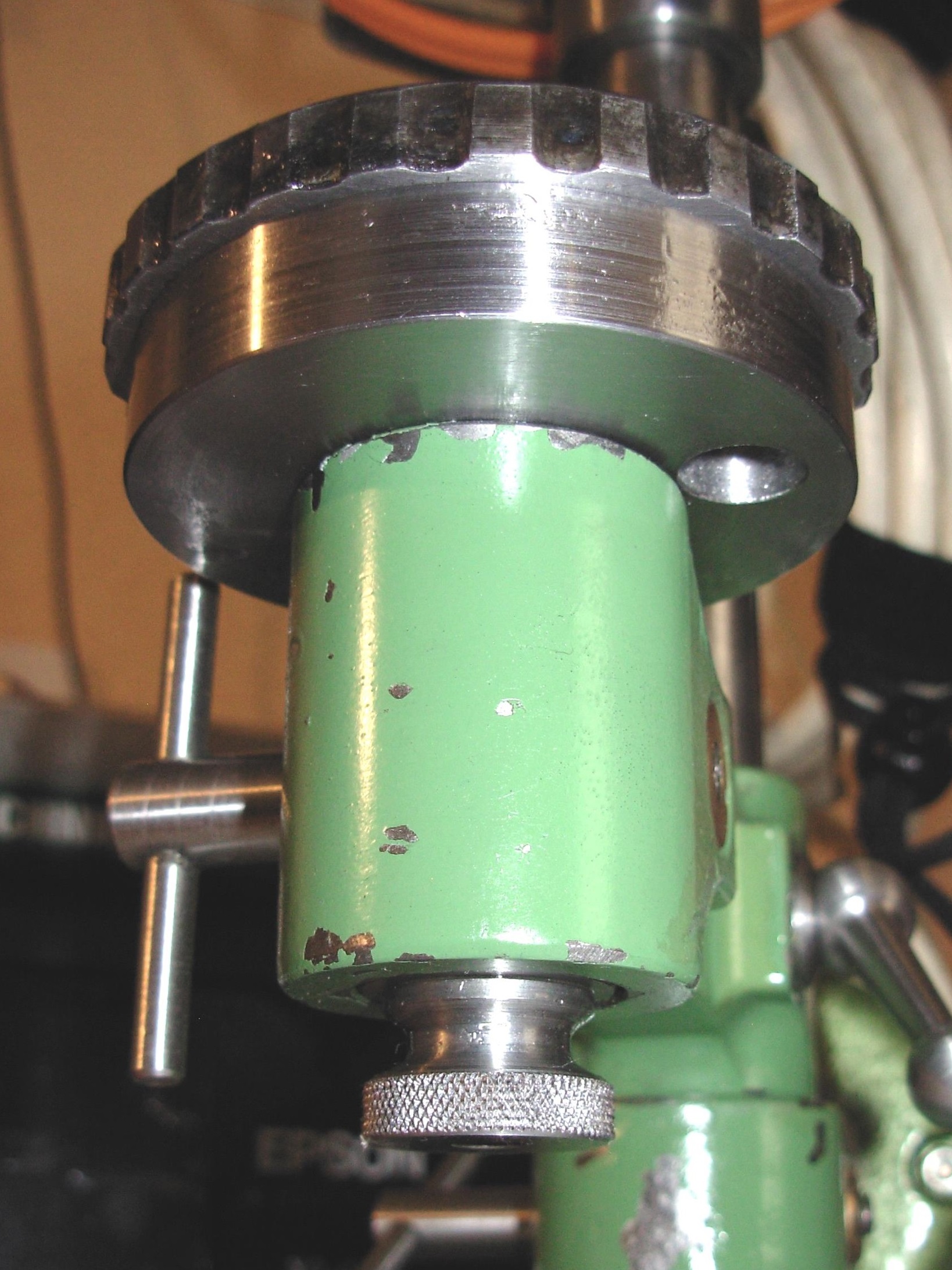 Durch Lösen der Rändelmutter ist die Platte drehbar.
Durch Lösen der Rändelmutter ist die Platte drehbar. Ein Stift in der Befestigungsschraube, der in einen Schlitz im Plattenträger greift, verhindert das Drehen der Schraube
Ein Stift in der Befestigungsschraube, der in einen Schlitz im Plattenträger greift, verhindert das Drehen der Schraube Die jeweilige Bohrung der Lochplatte wird bei der Benutzung über die Freibohrung im Plattenträger gestellt.
Die jeweilige Bohrung der Lochplatte wird bei der Benutzung über die Freibohrung im Plattenträger gestellt.01.02.2017
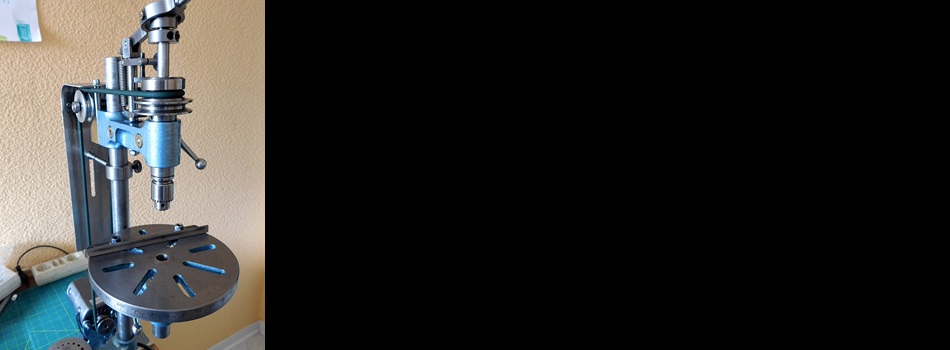
Das Gerät ist soweit fertig gestellt.
Es fehlt noch der Antriebsmotor und der Riemen, sowie noch einige Knebelschrauben. Da sind im Moment teilweise alte Knebelschrauben dran.
Die Arbeit hat richtig spaß bereitet.
Direkt unten sehen sie das fertige Gerät.
 Das Gerät ist fertig.
Das Gerät ist fertig. Es fehlt der Motor und der Riemen.



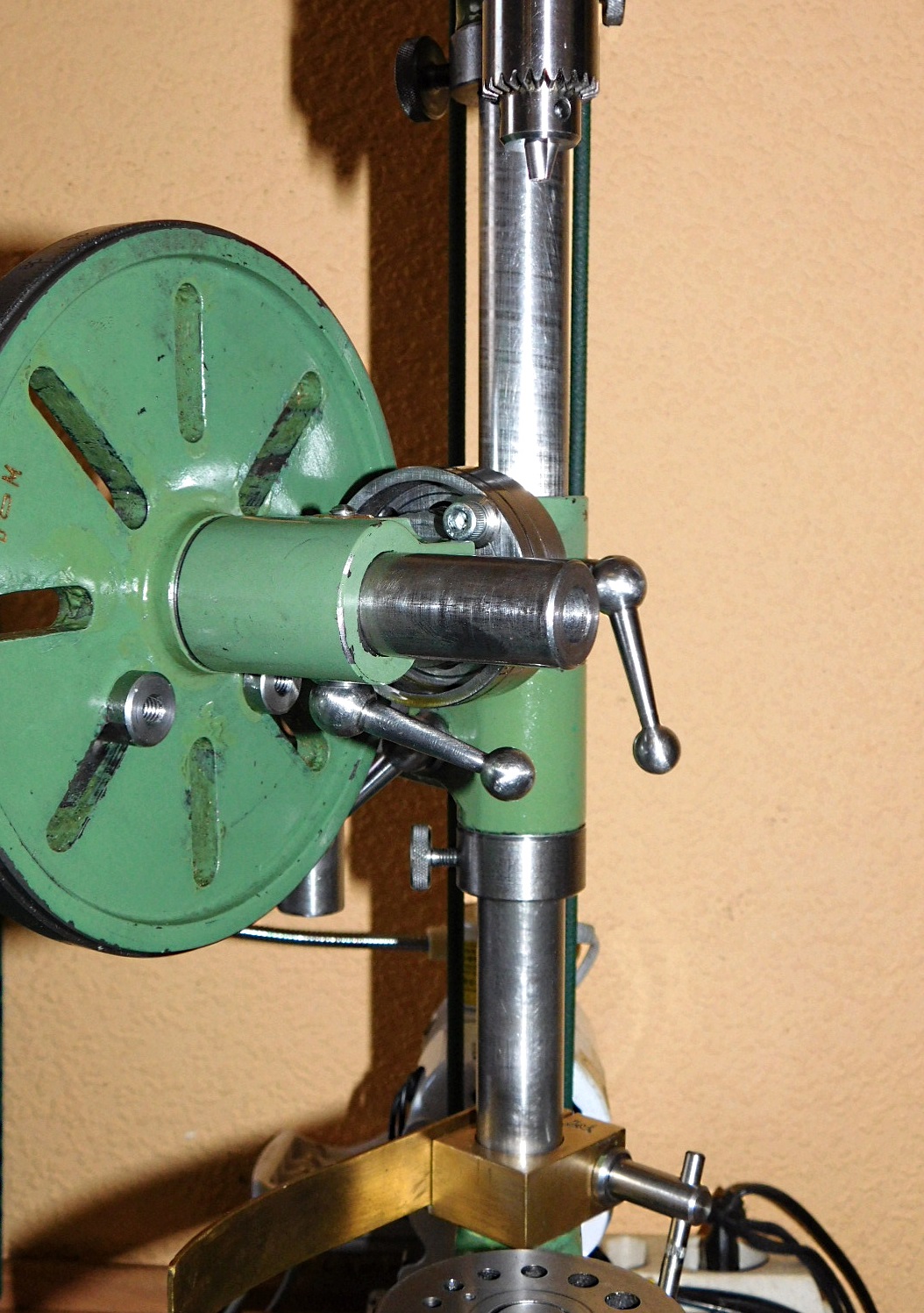
 Die Umlenkrollen vom Antrieb-Riemen.
Die Umlenkrollen vom Antrieb-Riemen.Sie laufen auf einer geschliffenen Welle aus Stahl 115CrV3 (1.2210).
 In den Aluscheiben sind Bronzebuchsen eingeklebt.
In den Aluscheiben sind Bronzebuchsen eingeklebt. Der Motor ist dran und der Riemen dazu wurde zugeschnitten und verschweißt.
Der Motor ist dran und der Riemen dazu wurde zugeschnitten und verschweißt.Es ist ein Nähmaschinenmotor mit 180 Watt Leistung.
Drehzahlregelung über Fußschalter.

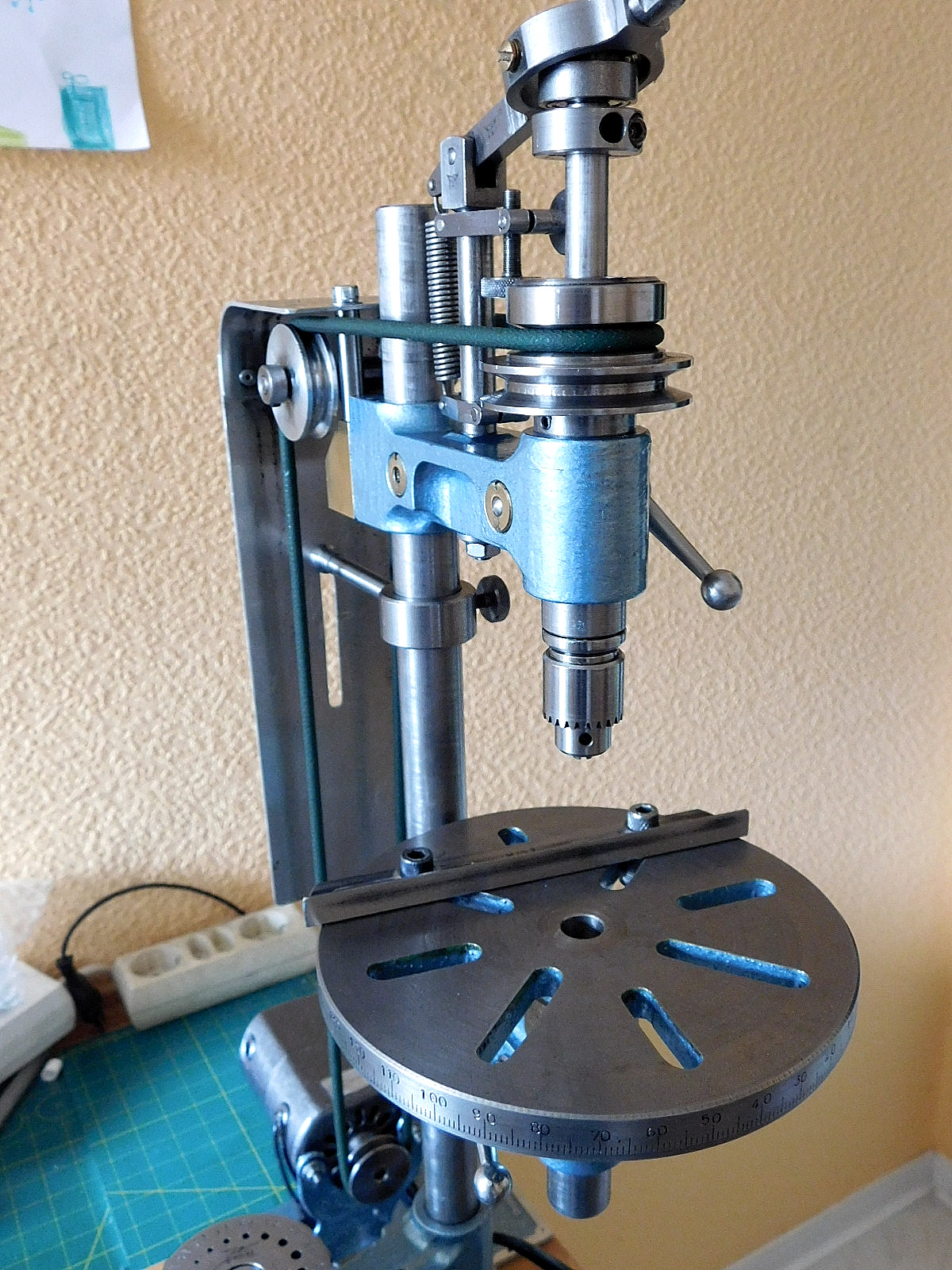
 So schaut die Maschine heute aus.
So schaut die Maschine heute aus.

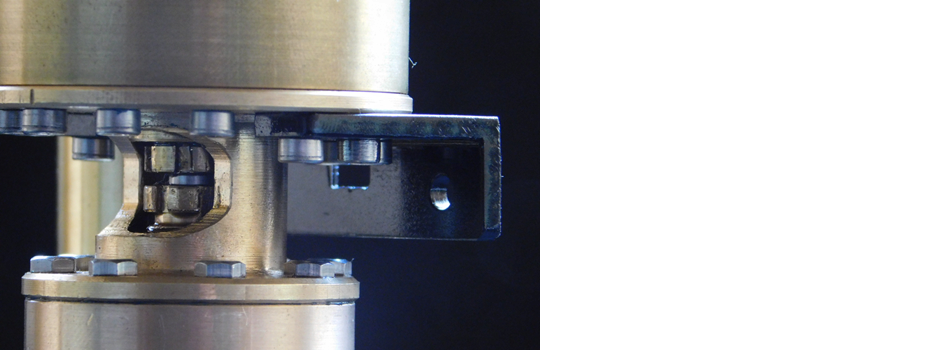
 Der große Tisch hat einen Anschlagwinkel bekommen.
Der große Tisch hat einen Anschlagwinkel bekommen.
 Das Gerät mit einigem Zubehör.
Das Gerät mit einigem Zubehör.Bohreinrichtung demontiert und werkzeugträger in Possition gebracht.
Der hier gezeigte Motor wurde ersetzt und ausgewechselt.
 Unterschiedliche Werkzeugaufnahmen.
Unterschiedliche Werkzeugaufnahmen. Die Matritzenplatte und eingesetztem Zentrierpin.
Die Matritzenplatte und eingesetztem Zentrierpin. Werkzeugträger nach hinten geschwenkt und der große Tisch eingesetzt.
Werkzeugträger nach hinten geschwenkt und der große Tisch eingesetzt.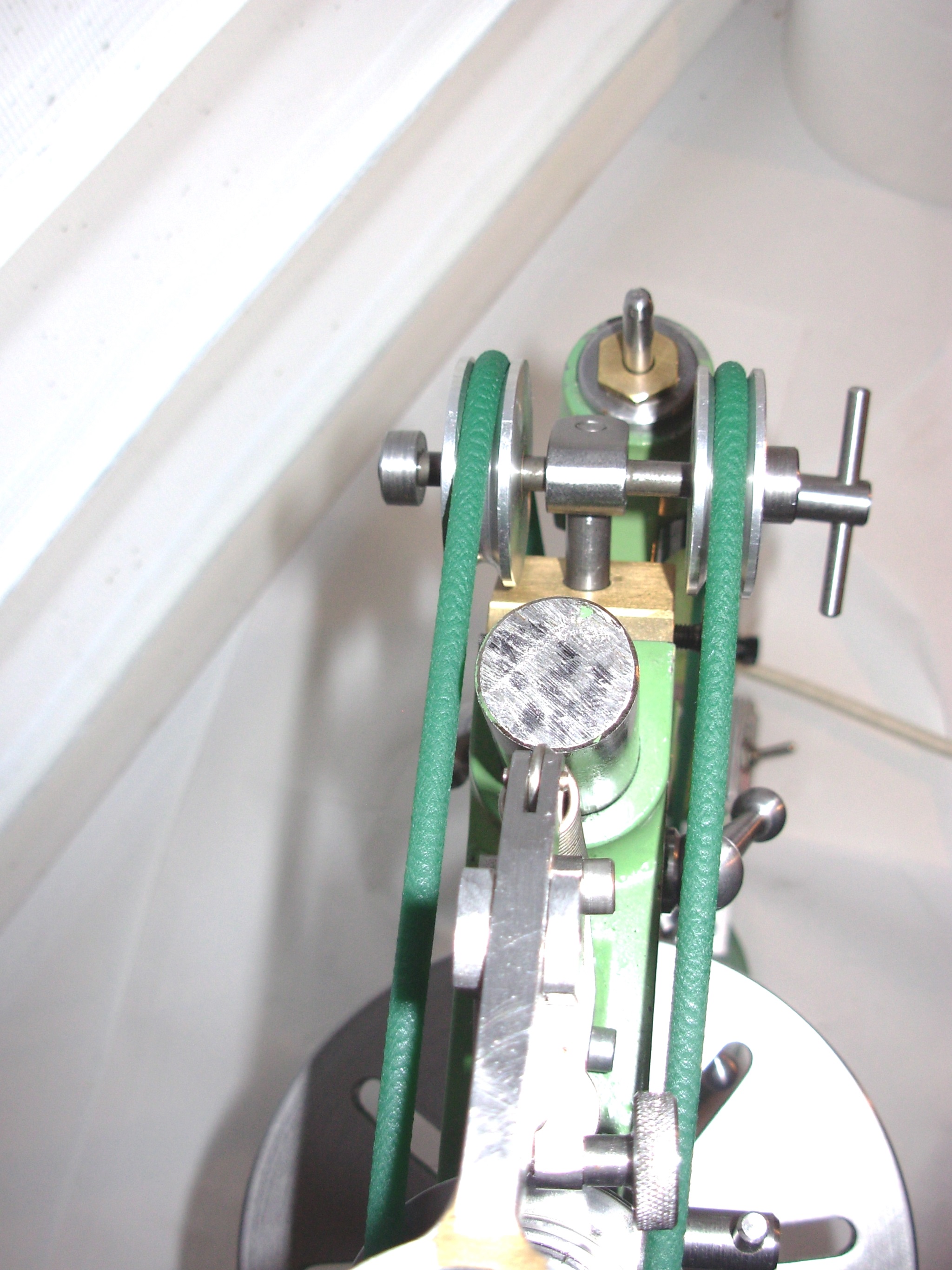 Umlenkrollen des Antriebes.
Umlenkrollen des Antriebes.Ein neuer Riemen mit mehr Grip musste her.
Der ursprüngliche, orange Riemen neigte, trotz Spannung, zum Durchrutschen.
 Der Werkzeugträger findet Platz zwischen dem Antrieb.
Der Werkzeugträger findet Platz zwischen dem Antrieb.Nun folgt der Fertigungsbericht.
Es kamen folgende Materialien zum Einsatz.
- EN-GJL-250 (GG25) - Tragarme und Bohrtischfläche.
- S355J2+N (St 52.3) - Buchsen und Führungen.
- S235JR (St 37.2) - Hebel und Gestänge.
- 115CrV3 - Werkzeuge, Matritzen und Wellen.
- 11SMn30 - Knebelschrauben, Antrieb-Scheiben.
- Cu Sn7 Zn4 Pb7-C (RG7) - Spindellager und Laufbuchsen.
- CuZn39Pb3 (Messing) - Klemmstücke und Zurüstteile.
- Polyurethane - Antriebsriemen, aus Meterware zusammen geschweißt.
- Zukaufteile - DIN Schrauben und Stifte, Kugellager und Feder. Diverse Bohrfutter und Spannzangen, sowie Spannzangenmutter.
- Aus dem Schrottkübel - Maschinenfuß sowie Matrizenhalter und Matrizenplatte.
07.11.2016
Die ersten Bilder.
Die Farbgebung wurde in RAL 6011 durchgeführt. Das ist meine Standart-Maschinenfarbe.
 Aus diesem Buch habe ich die Pläne übernommen.
Aus diesem Buch habe ich die Pläne übernommen.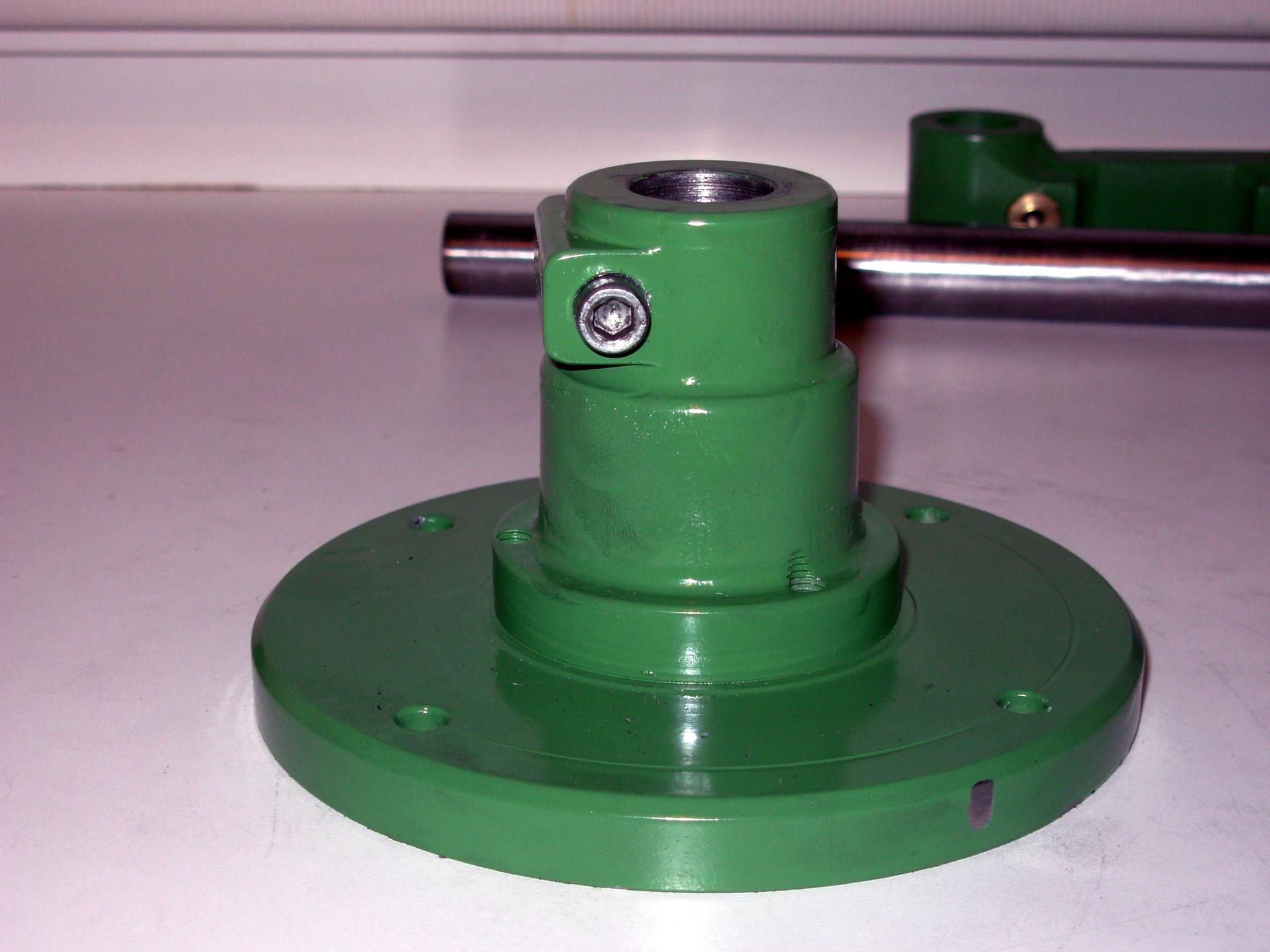 Der Sockel besteht aus zwei Teilen, die ich im Schrottkübel fand. Die beiden Teile wurden verschraubt. Es ist hochwertiger Vergütungsstahl. Den Ansatz für die Spannschraube habe ich zunächst eingefräst und anschliesend mit Silberlot hart eingelötet. Danach wurden erst die Bohrungen eingebracht.
Der Sockel besteht aus zwei Teilen, die ich im Schrottkübel fand. Die beiden Teile wurden verschraubt. Es ist hochwertiger Vergütungsstahl. Den Ansatz für die Spannschraube habe ich zunächst eingefräst und anschliesend mit Silberlot hart eingelötet. Danach wurden erst die Bohrungen eingebracht.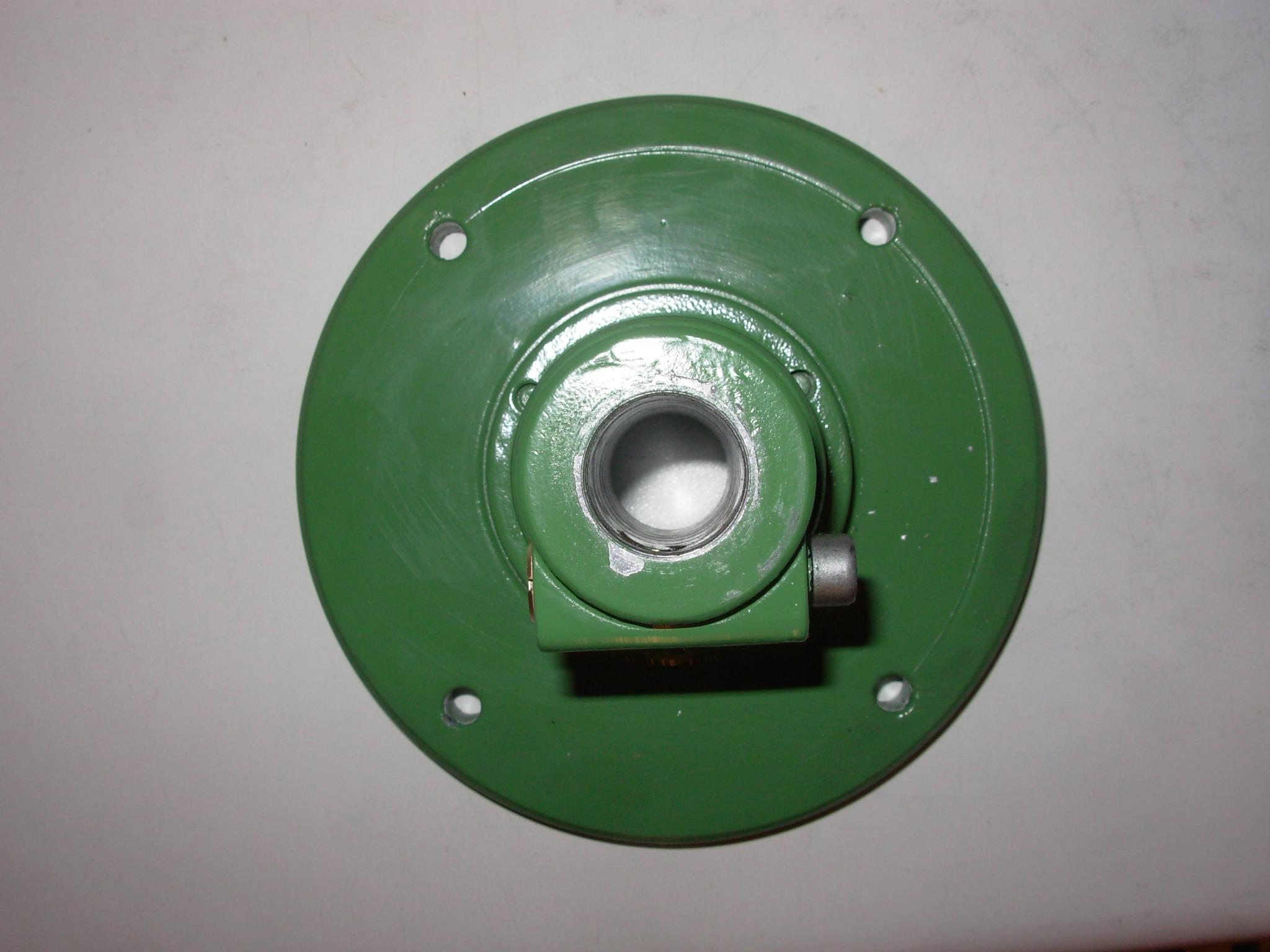 Die Bohrung im Sockel hat einen Durchmesser von 20 mm. Die abgesetzte Führungssäule ist mit einem 20 mm Absatz versehen, der saugend in den Sockel passt.
Die Bohrung im Sockel hat einen Durchmesser von 20 mm. Die abgesetzte Führungssäule ist mit einem 20 mm Absatz versehen, der saugend in den Sockel passt.Die Befestigungsbohrungen im Sockel sind so angebracht, damit ich das Teil auch auf dem Plan-Schlitten der Drehmaschine aufspannen kann.
Die Teile der einzelnen Träger wurden aus Strangguss GG25 gefertigt.
Alle Teile wurden auf der Fräsmaschine aus dem vollen Material herausgearbeitet.
Die Führungssäule besteht aus einer 22 mm geschliffenem Werkzeugstahl 115 CrV3 (1.2210) .
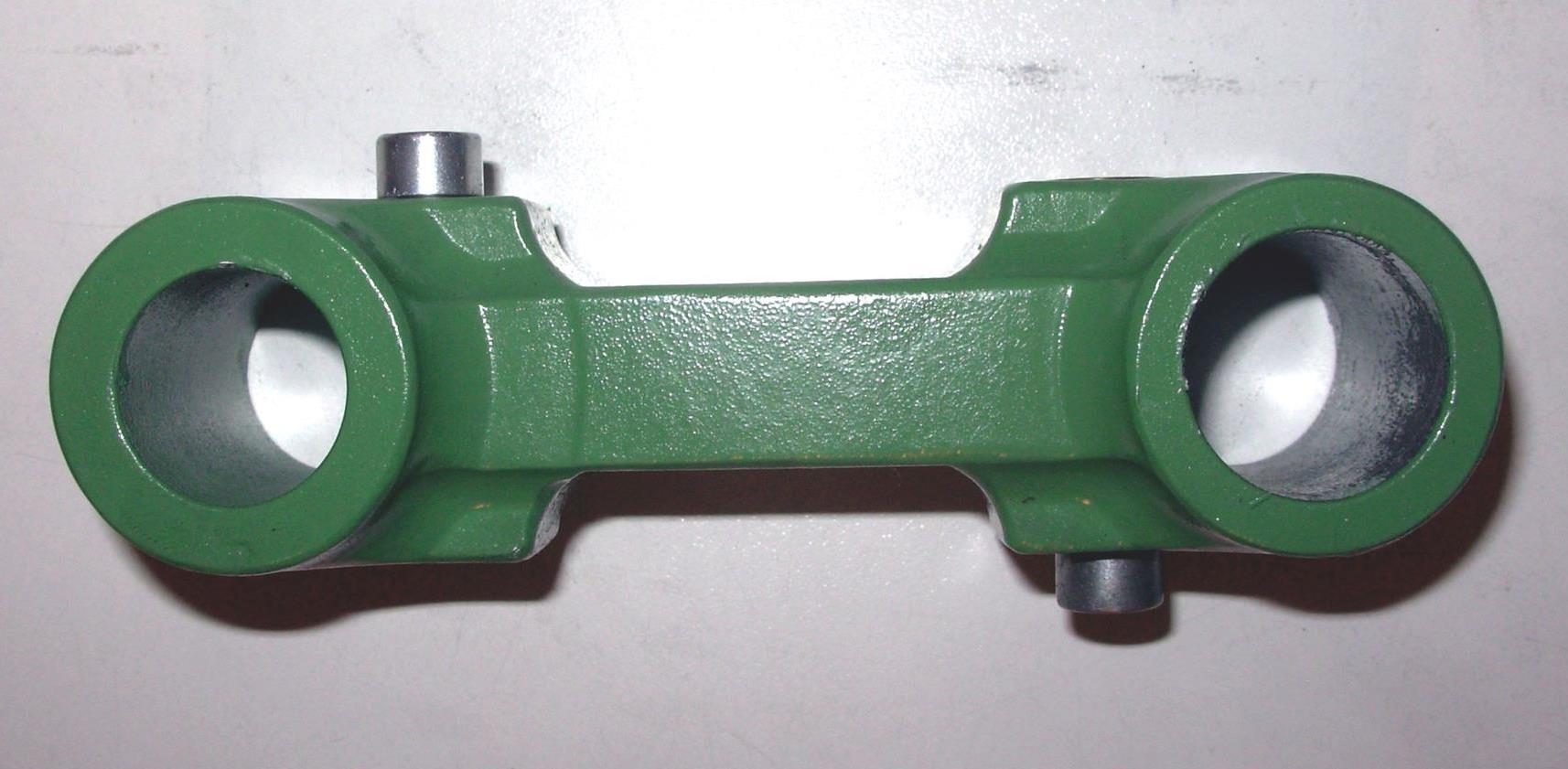 Tischträger und Werkzeugträger sind zwei identische Teile. Sie wurden aus GG25, den ich im Stahlhandel erwarb, gefertigt.
Tischträger und Werkzeugträger sind zwei identische Teile. Sie wurden aus GG25, den ich im Stahlhandel erwarb, gefertigt. Der Träger für die Bohreinheit wurde ebenfals aus GG25 gefertigt.
Der Träger für die Bohreinheit wurde ebenfals aus GG25 gefertigt. Träger der Bohreinheit.
Träger der Bohreinheit. Die andere Seite der Bohreinheit.
Die andere Seite der Bohreinheit. Sockel, Säule und Tragarm zusammengebaut.
Sockel, Säule und Tragarm zusammengebaut. Hier ist der Werkzeugträger auch schon montiert.
Hier ist der Werkzeugträger auch schon montiert.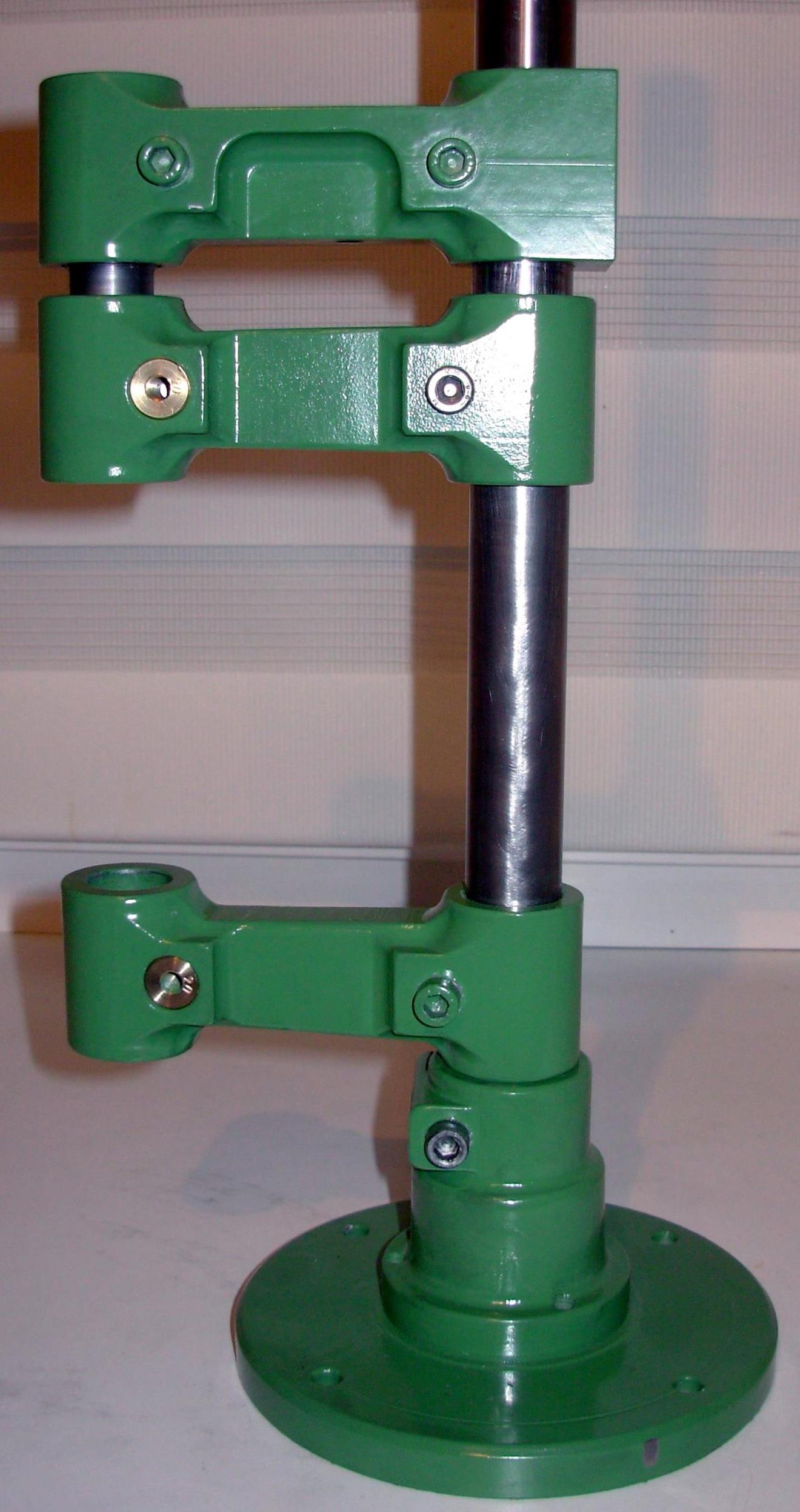 Montierter Bohrträger.
Montierter Bohrträger. Ein Ansicht von Vorne.
Ein Ansicht von Vorne.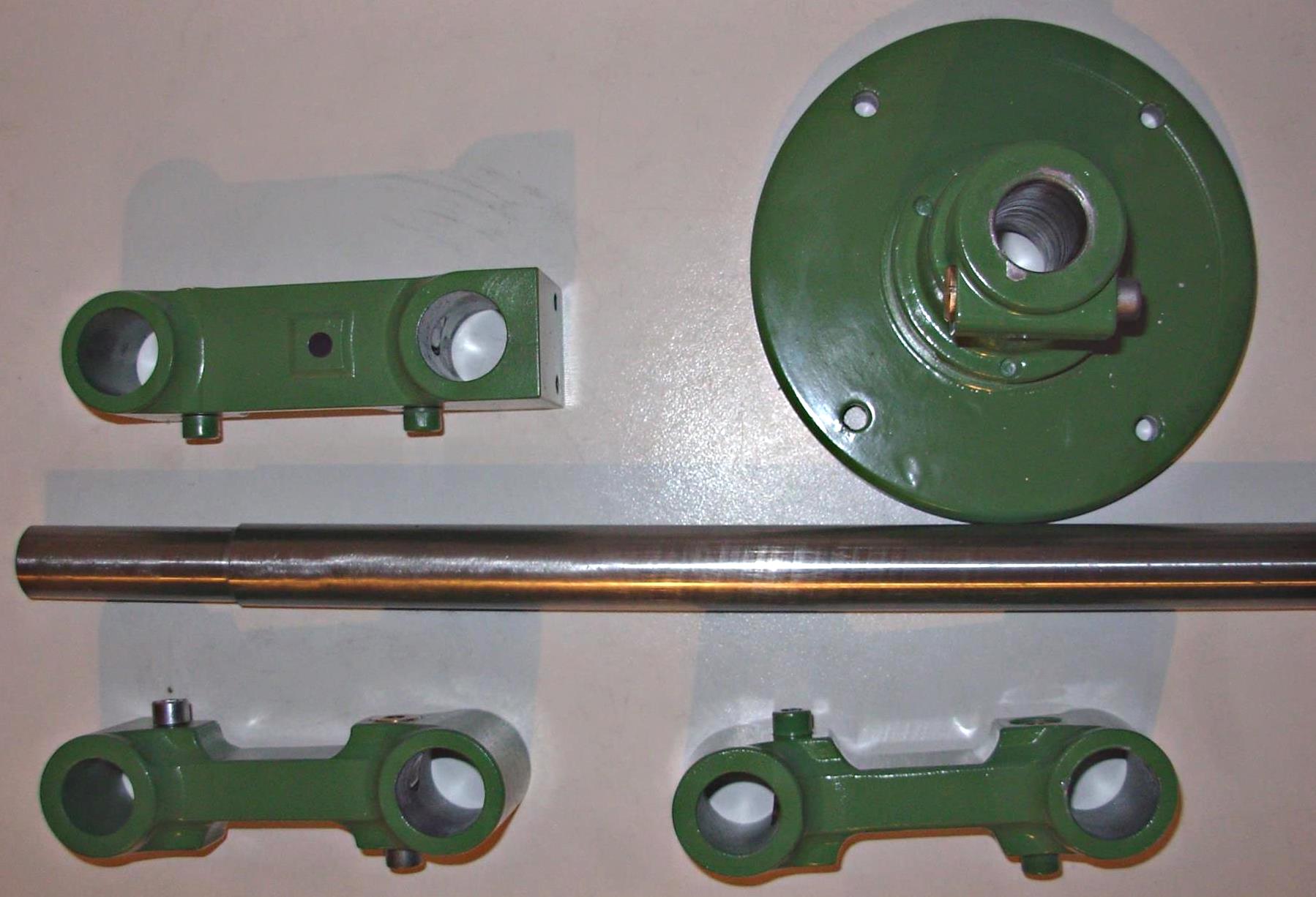 Die bisher angefertigten Teile.
Die bisher angefertigten Teile.08.11.2016
Ich hatte frei und da habe ich an dem Gerät weiter gearbeitet.
Den Tisch habe ich aus GG25 aus dem Stahlhandel gefertigt. Er besteht aus zwei Teilen, die zusammen gefügt wurden.
Die Tischaufnahme wurde aus St 52.3 gefertigt und in den Graugusstisch, mit Loctite 648, stramm eingepresst..
 Oberseite des Tisches.
Oberseite des Tisches.Es fehlen noch die Spannschlitze und die Graduierung am Außendurchmesser.
 Unterseite.
Unterseite. Aus einem anderen Blickwinkel.
Aus einem anderen Blickwinkel.
 Tisch montiert auf dem Tischträger.
Tisch montiert auf dem Tischträger.
12.11.2016.
Und weiter geht es an dem Gerät.
Der Tisch hat Spann-Schlitze bekommen und die ersten Knebelschrauben wurden gefertigt.
Weiterhin wurde ein Stützring für den Werkzeugträger gefertigt. Auf diesem ruht der Werkzeugträger und kann seitlich verschoben werden- ohne die Position in der Höhe zu verlieren.
Die ersten Knebelschrauben wurden auch schon angefertigt.
 Tisch mit acht Spannschlitze.
Tisch mit acht Spannschlitze.
 Stützring für den Werkzeugträger.
Stützring für den Werkzeugträger. Knebelschraube und Unterlagscheibe.
Knebelschraube und Unterlagscheibe.Der Knebel wurde gedreht und das Gewindestück mit Loctite 648 eingeklebt.

 Knebelschraube am Tischträger.
Knebelschraube am Tischträger. Werkzeugträger für den Feinbohrkopf.
Werkzeugträger für den Feinbohrkopf.25.11.2016.
Ich habe wieder etwas weiter gearbeitet.
Die Führungen für die unterschiedlichsten Werkzeuge wurden gefertigt.
 Links: Eine kurze Aufnahme für unterschiedliche Amboss-Formen.
Links: Eine kurze Aufnahme für unterschiedliche Amboss-Formen.Mitte: Eine Lange Aufnahme für unterschiedliche Amboss-Formen.
Rechts: Aufnahme für die verschiedenen Kopfmacher.
 Amboss-Halter in seinem Werkzeugträger.
Amboss-Halter in seinem Werkzeugträger.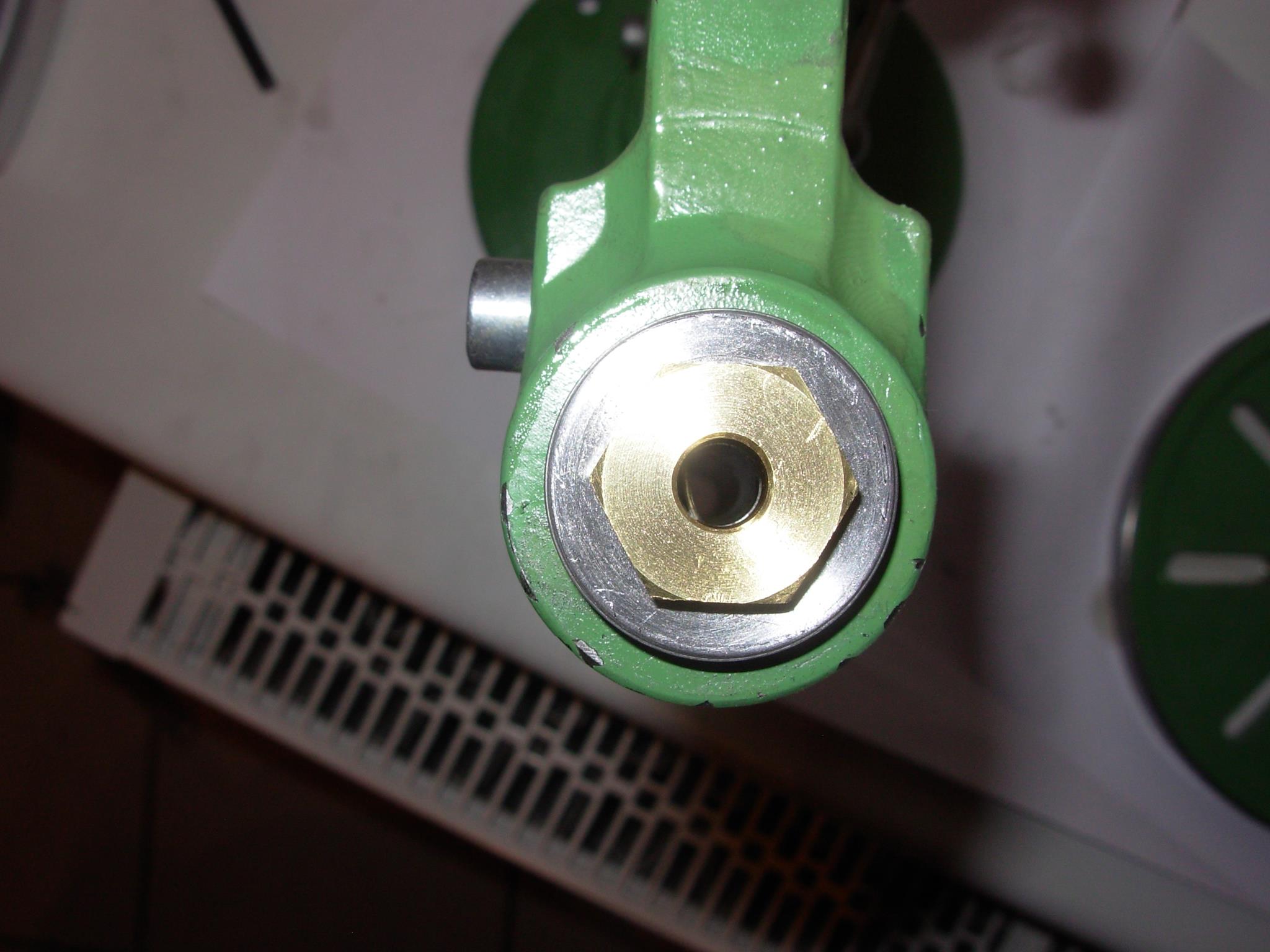 Kopfmacher-Halter im Werkzeugträger.
Kopfmacher-Halter im Werkzeugträger.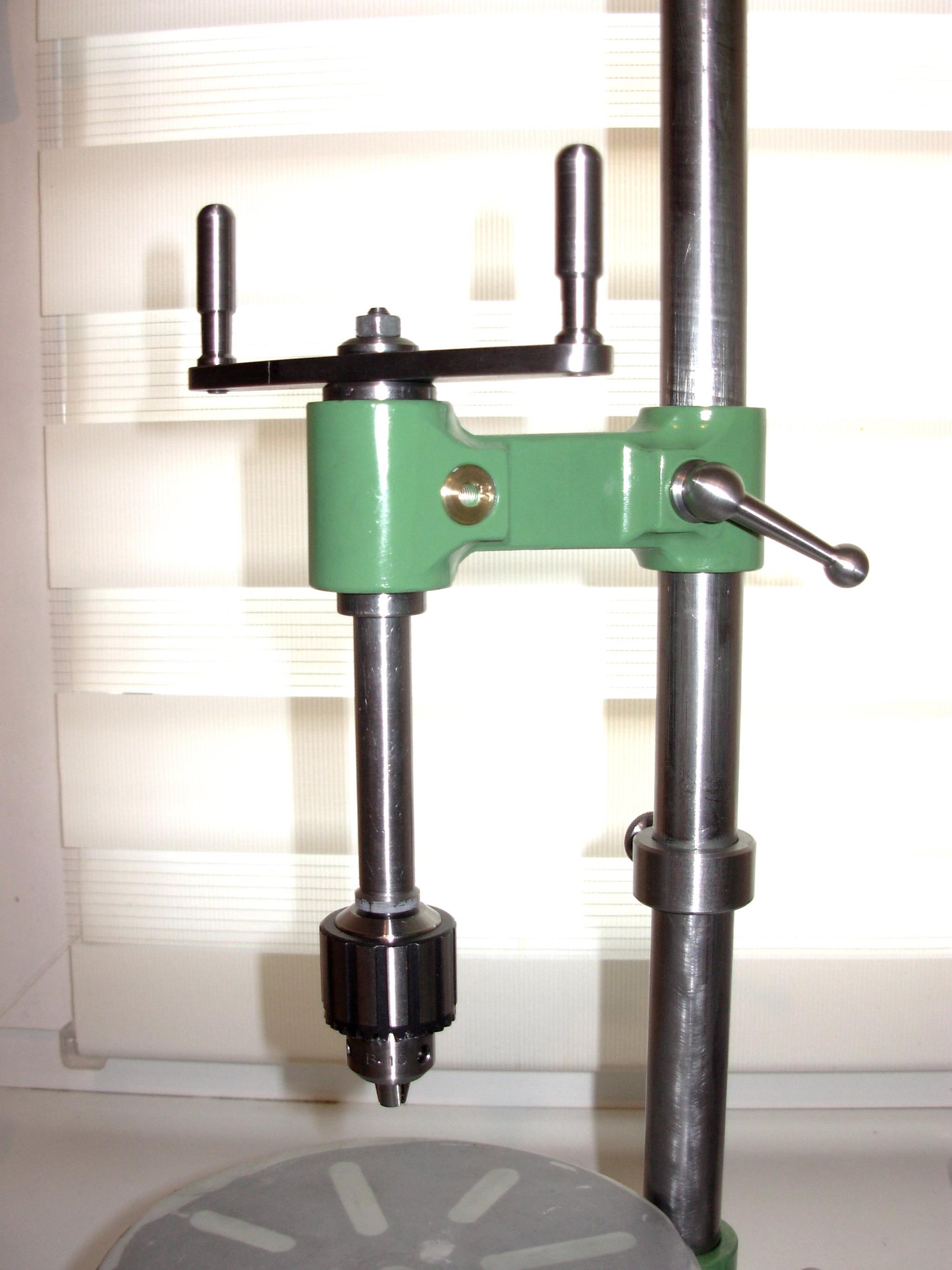 Werkzeugträger mit Aufnahme zum Gewinde schneiden. Das Bohrfutter sitzt auf einem B10 Werkzeugkegel, den ich auf der Drehmaschine angedreht und eintuschiert habe.
Werkzeugträger mit Aufnahme zum Gewinde schneiden. Das Bohrfutter sitzt auf einem B10 Werkzeugkegel, den ich auf der Drehmaschine angedreht und eintuschiert habe. Das Bohrfutter spannt Schäfte bis 6,5mm.
Das Bohrfutter spannt Schäfte bis 6,5mm.27.12.2016.
Weihnachten ist vorbei und ich hatte Urlaub. Da konnte ich nach den Feiertagen wieder etwas an dem Gerät weiter arbeiten.
Eine Aufnahme für sehr kleine Gewindebohrer wurde erstellt.
Einige Ambossplatten für kleine Niete, nebst Halter wurde angefertigt.
 Dies ist nun die Aufnahme für kleine Gewindebohrer.
Dies ist nun die Aufnahme für kleine Gewindebohrer.Das Bohrfutter ist von Proxxon und spannt bis 3,2mm.
Das Aufnahmegewinde für das Bohrfutter ist M8 x 0,75mm.
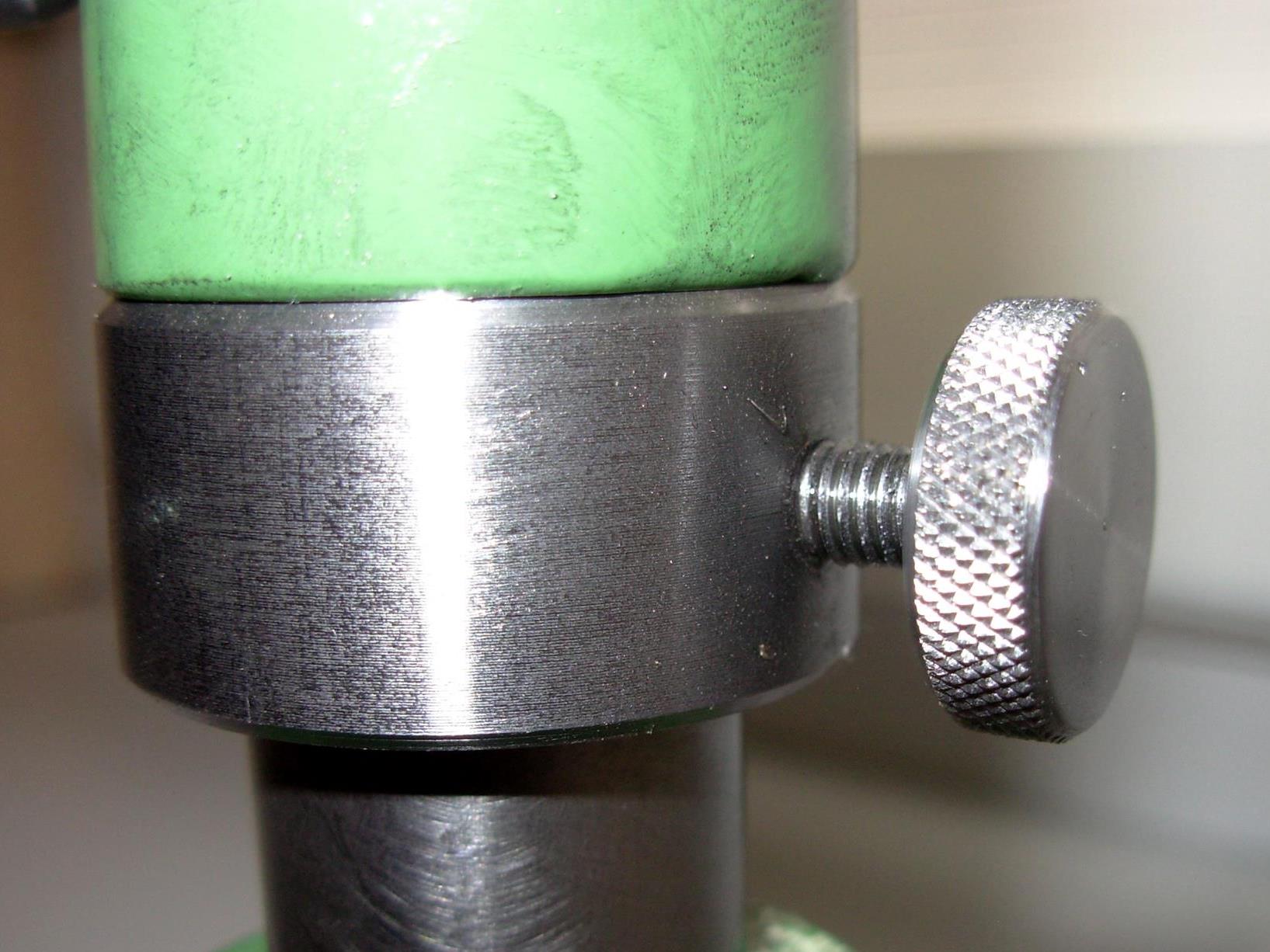
 Das ist der, mit Rändel versehene, Betätigungsknopf. Damit kann man sehr Feinfühlig arbeiten. Der Kopf wird mittels einer Madenschraube auf der Führungsstange gehalten.
Das ist der, mit Rändel versehene, Betätigungsknopf. Damit kann man sehr Feinfühlig arbeiten. Der Kopf wird mittels einer Madenschraube auf der Führungsstange gehalten.Sie drückt auf eine angefräste Fläche.
-large.jpg) Im Werkzeugträger eingebaut.
Im Werkzeugträger eingebaut.Nun kommt der kleine Amboss für kleine Kupferniete. Kopfdurchmesser ist 3mm.
Der Ambos wurde aus Werkzeugstahl 115CrV3 (1.2210) hergestellt und anschließend gehärtet und angelassen.
 Oben in der Mitte ist der Amboss zu sehen.
Oben in der Mitte ist der Amboss zu sehen.Rechts und Links sind diverse Unterlagscheiben.
Unten Mitte ist der Halter.
 Einzelteile zusammengesteckt.
Einzelteile zusammengesteckt.Der Halter wurde aus zwei Teilen mit Silberlot hart zusammen gelötet.
-large.jpg) Amboss im Tischträger eingebaut.
Amboss im Tischträger eingebaut. Unterschiedliche Einsätze.
Unterschiedliche Einsätze.28.12.2016.
Weiter geht es.
Heute habe ich ein paar Kopfmacher für dieses Gerät angefertigt.
Aus Werkzeugstahl 115CrV3 (1.2210) wurden die Teile gedreht und die Konturen für die Nietköpfe eingearbeitet. Anschließend wurden die Teile gehärtet und angelassen.
Ganz zum Schluss wurden die Teile mit vierhunderter Schmirgelleinen abgezogen.
 Nietamboss und Kopfmacher eingesetzt.
Nietamboss und Kopfmacher eingesetzt. Die unterschiedlichen Nietambosse sind auch im Tisch verwendbar.
Die unterschiedlichen Nietambosse sind auch im Tisch verwendbar. Unterschiedliche Nietambosse.
Unterschiedliche Nietambosse. Nietamboss für -3; -4; -5mm und eine Aufnahme für dünne Einsätze.
Nietamboss für -3; -4; -5mm und eine Aufnahme für dünne Einsätze. Unterschiedliche Kopfmacher für Kopfdurchmesser 3mm, 4mm, 5mm.
Unterschiedliche Kopfmacher für Kopfdurchmesser 3mm, 4mm, 5mm.Auch dabei ein Zentrierstift und ein Kopfmacher für Senkniete.
 Die Kopfmacher sind alle gleich lang (110mm) und haben einen Schaftdurchmesser von 6mm.
Die Kopfmacher sind alle gleich lang (110mm) und haben einen Schaftdurchmesser von 6mm.Material= 115CrV3 (1.2210)
30.12.2016.
Ich hatte nochmal einen Urlaubstag, so konnte ich, neben den anderen Verpflichtungen, noch zwei Stunden in der Werkstatt an dem Gerät weiter arbeiten.
Eine Aufnahme für Schlag-Stempel sollte hergestellt werden.
Das Teil besteht aus St52 und wurde aus zwei Teilen zusammengebaut.
Zunächst wurde in ein etwas längere Stück Stahl die Konturen mit etwas Übermaß angedreht und im Anschluss eine Nut für die Schlag-Stempel eingefräst. Die Stempel haben einen quadratischen Querschnitt mit 6 mm Kantenlänge.
Die Nut wurde wenige Zehntel Millimeter breiter gefräßt.
Danach wurde ein passendes Füllstück unter Beilage eines Stempels eingelegt und mit 3 Stiften verstiftet.
Nach dem alles entgratet und entfettet war, wurde die zu verbindenden Teile mit Weichlotpaste betrichen und die Stifte eingedrückt. Anschließend wurde mit dem Heißluftgebläse das Teil erwärmt und unter Zugabe von etwas Lot das Ganze verlötet.
Im Anschluss wurden die Konturen auf das Fertigmaß überdreht und das Teil abgestochen und die Kanten versäubert.
Zum Klemmen der Schlag_Stempel wurde noch eine Kugelklemme, die mit einer Blattfeder belastet ist, eingebaut.
Die Blattfeder wurde aus einer Wickelfeder für einen Rollladenwickler gewonnen. Die Befestigungsbohrung mußte mit einem Hartmetallbohrer gefertigt werden.
 Schlagstempel mit entsprechendem Halter.
Schlagstempel mit entsprechendem Halter.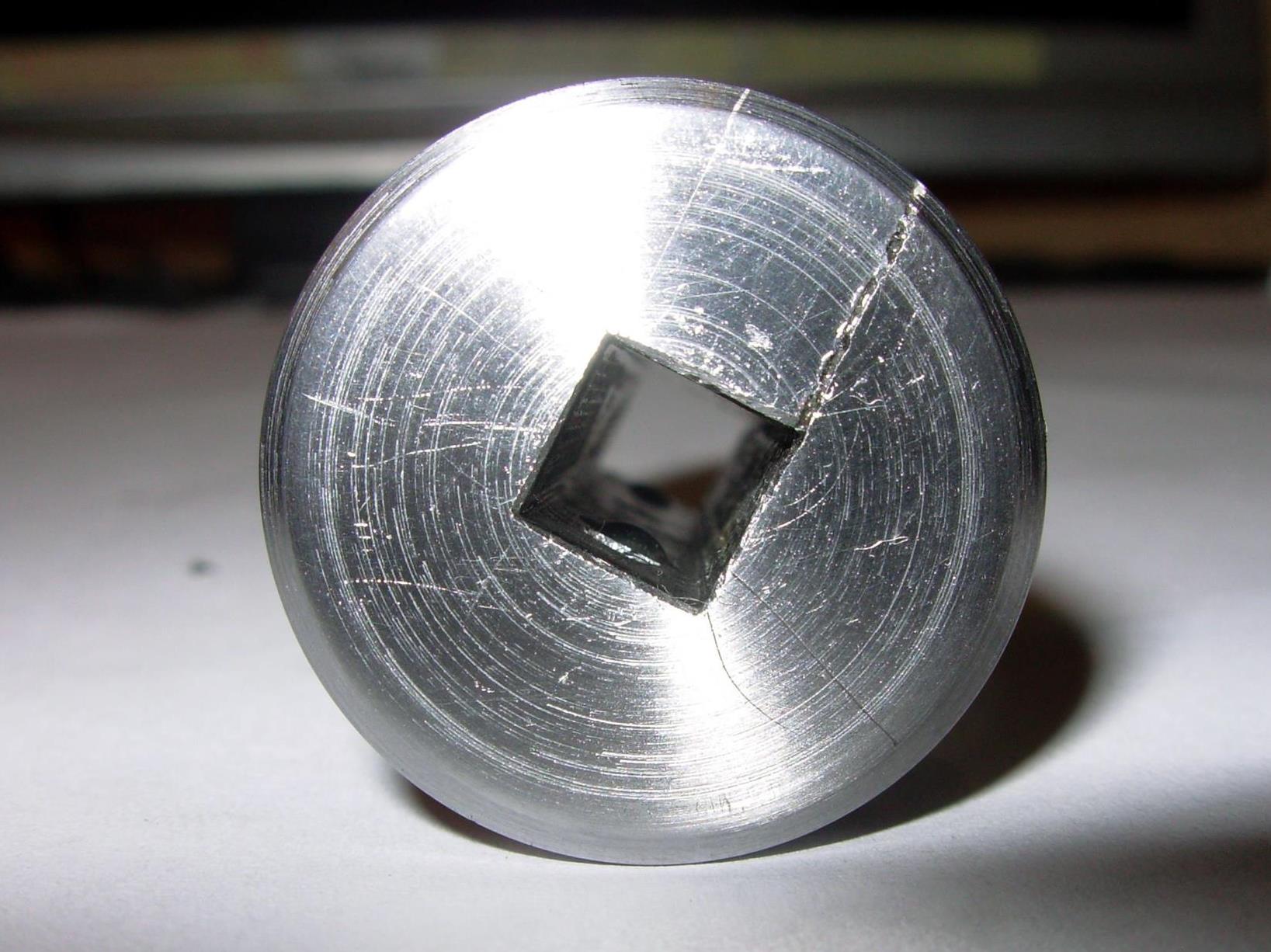 Hier ist deutlich das Füllstück , welches weich eingelötet wurde, zu sehen
Hier ist deutlich das Füllstück , welches weich eingelötet wurde, zu sehen Deutlich ist die Blattfeder, welche die Klemmkugeln hält, zu sehen.
Deutlich ist die Blattfeder, welche die Klemmkugeln hält, zu sehen. Insgesamt sind zwei Halter entstanden.
Insgesamt sind zwei Halter entstanden.Links für einen Stempelquerschnitt von 8mm.
Rechts für einen Stempelquerschnitt von 6mm.
 Die beiden Halter aus einer anderen Perspektive.
Die beiden Halter aus einer anderen Perspektive. Stempelhalter eingebaut.
Stempelhalter eingebaut.
07.01.2017.
Es wurde wieder weiter an dem Gerät gearbeitet.
Es wurde ein Spannzangenhalter für kleine Gewindebohrer hergestellt. Die Spannzangen und die Spannzangenmutter sind von Proxxon,
Weiterhin habe heute an dem sensitiven Bohrgerät angefangen.
Dazu habe ich den Spindelträger, der aus zwei Teilen besteht, angefertigt.
Als Lauffläche für die Bohrspindel wurden selbst gefertigte Bronzebuchsen aus RG7 eingebaut.
 Zangenaufnahme und die Spannzangen von Proxxon.
Zangenaufnahme und die Spannzangen von Proxxon. Zangenaufnahme und Bohrfutter.
Zangenaufnahme und Bohrfutter. Aufnahme für den senitiven Bohrkopf.
Aufnahme für den senitiven Bohrkopf.Deutlich ist die Bronzebuchse zu sehen.
Zwischen den beiden Flanschen läuft später die Antriebscheibe, die wiederum ein selbst gefertigte Bronzebuchse bekam.
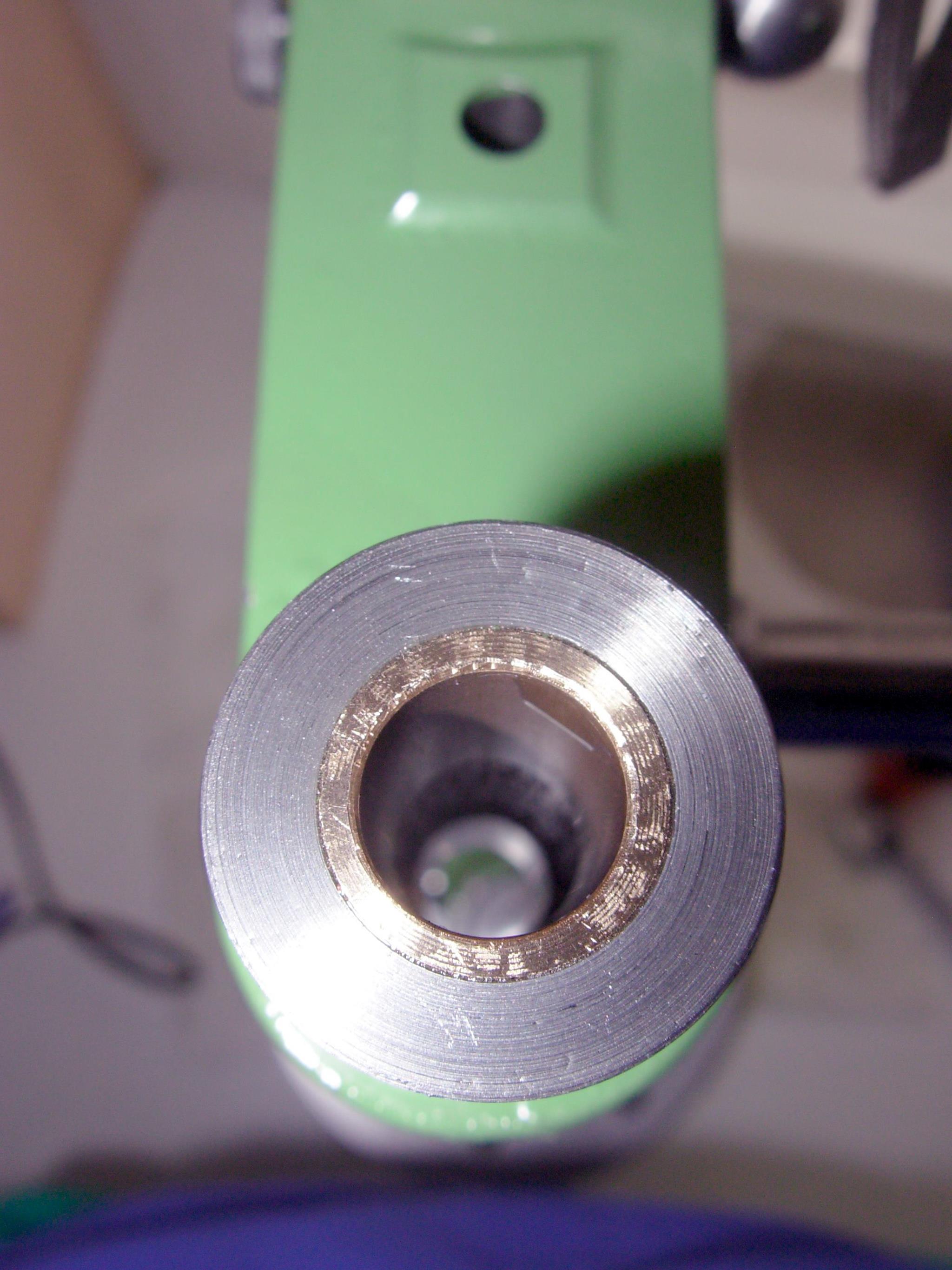 Es sind zwei Buchsen verbaut.
Es sind zwei Buchsen verbaut.Die Buchsen wurden nach dem Einkleben mit Loctite 648 zunächst aufgebohrt und anschließend gemeinsam aufgerieben.
 Die Bohrung für die Bohrspindel hat 10mm Durchmesser.
Die Bohrung für die Bohrspindel hat 10mm Durchmesser.08.01.2017
Die Riemenscheibe und die Bohrspindel wurden angefertigt.
 Die Riemenscheibe ist innen mit einer Bronzebuchse aus RG 7 versehen.
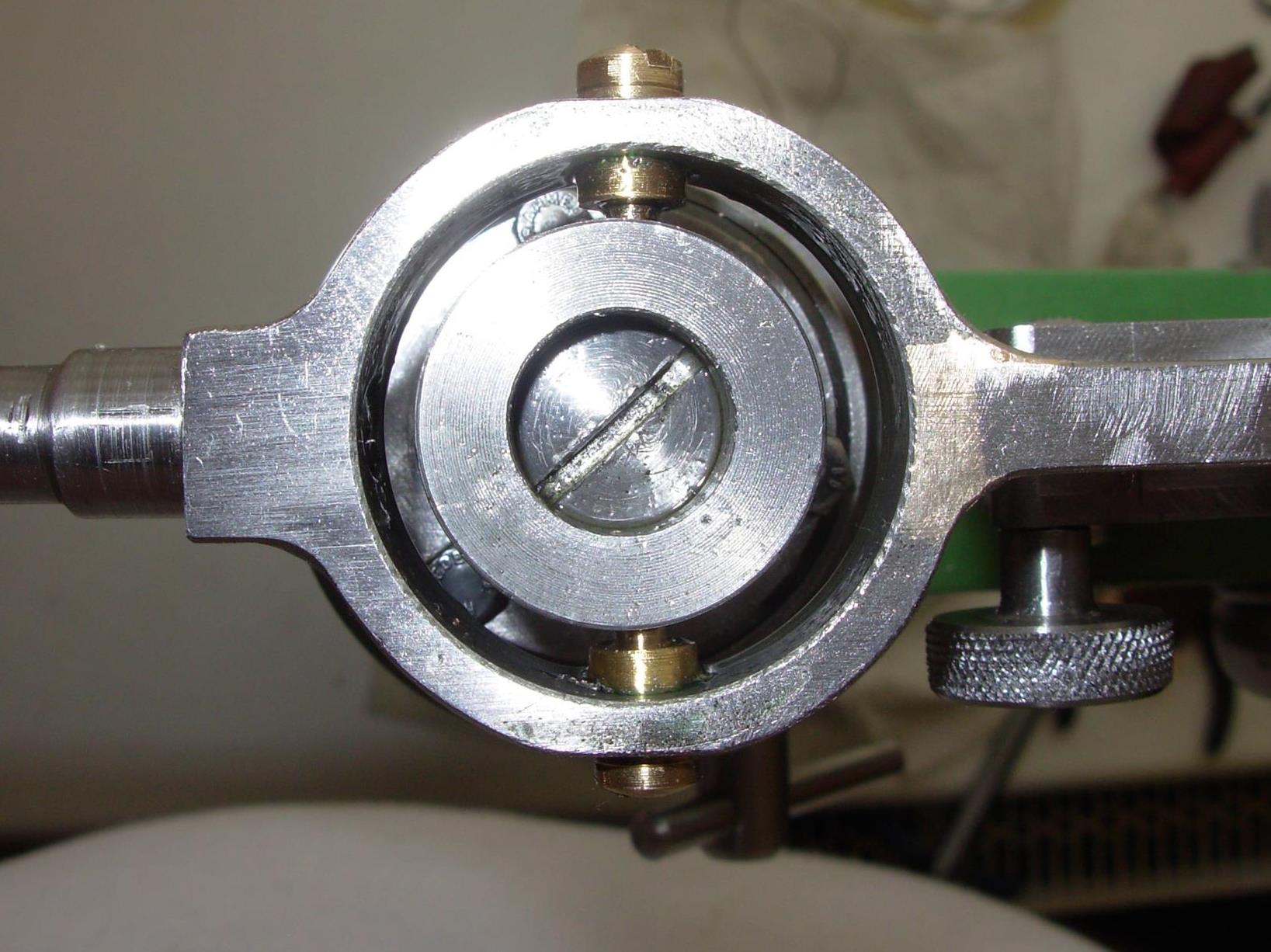
Die Riemenscheibe ist innen mit einer Bronzebuchse aus RG 7 versehen. Deutlich ist die Bohrspindel mit dem Mitnehmerschlitz zu sehen.
Deutlich ist die Bohrspindel mit dem Mitnehmerschlitz zu sehen. Am oberen Ende der Bohrspindel sitzt ein Kugellager. Hier sitzt später der Mitnehmer der Betätigungsmechanik.
Am oberen Ende der Bohrspindel sitzt ein Kugellager. Hier sitzt später der Mitnehmer der Betätigungsmechanik. Hier ist deutlich das untere Bronzelager zu sehen.
Hier ist deutlich das untere Bronzelager zu sehen. Die Bohrspindel besteht aus Werkzeugstahl 115CrV3 (1.2210).
Sie wurde nicht gehärtet.
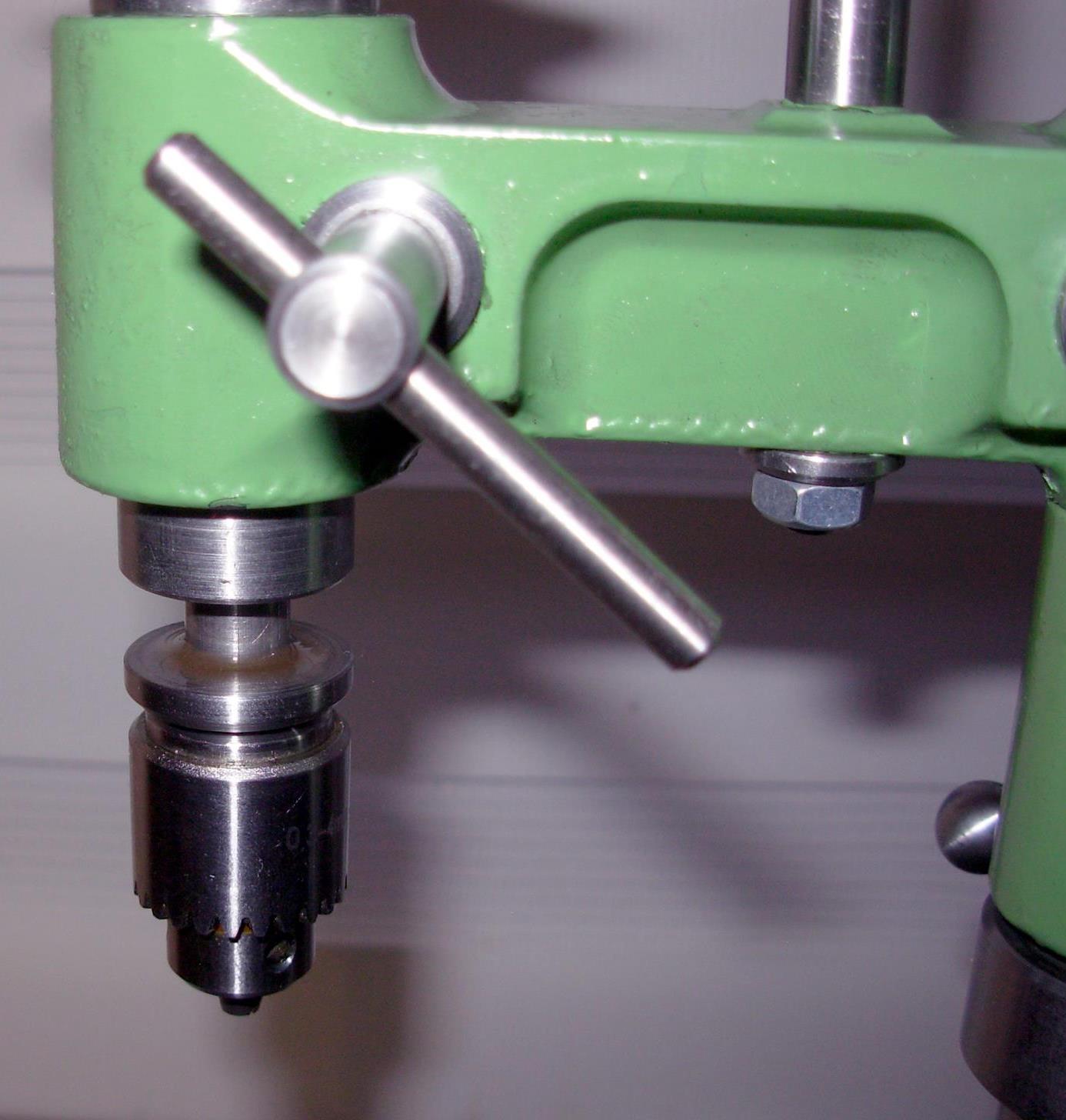 Nun ist auch das Minibohrfutter montiert.
Nun ist auch das Minibohrfutter montiert.Dazu wurde der Passende Kurzkegel auf der Bohrspindel angedreht und eintuschiert. Die Bohrspindel wurde dafür in der Spannzangeneinrichtung gespannt. Zuvor wurde noch eine Anschlagscheiben mit Loctite 648 befestigt.
 Das Minibohrfutter spannt von 0,3 - 4,0mm.
Das Minibohrfutter spannt von 0,3 - 4,0mm.Am Zahnkranz ist kein Rost, das sind Reste vom Korrosionsschutzfett.
 Teile vom Betätigungsmechanismus.
Teile vom Betätigungsmechanismus.
27.02.2017
Es wurde wieder etwas weiter gearbeitet.
Die Betätigung der Bohrspindel wurde fertig gestellt.
 Das obere Kugelleger der Bohrspindel sitzt in einem Gehäuse. In diesem Gehäuse ist eine Nut und darin greifen zwei Bolzen.
Das obere Kugelleger der Bohrspindel sitzt in einem Gehäuse. In diesem Gehäuse ist eine Nut und darin greifen zwei Bolzen. Der Rückzug-Federhalt und eine Tiefenbegrenzer.
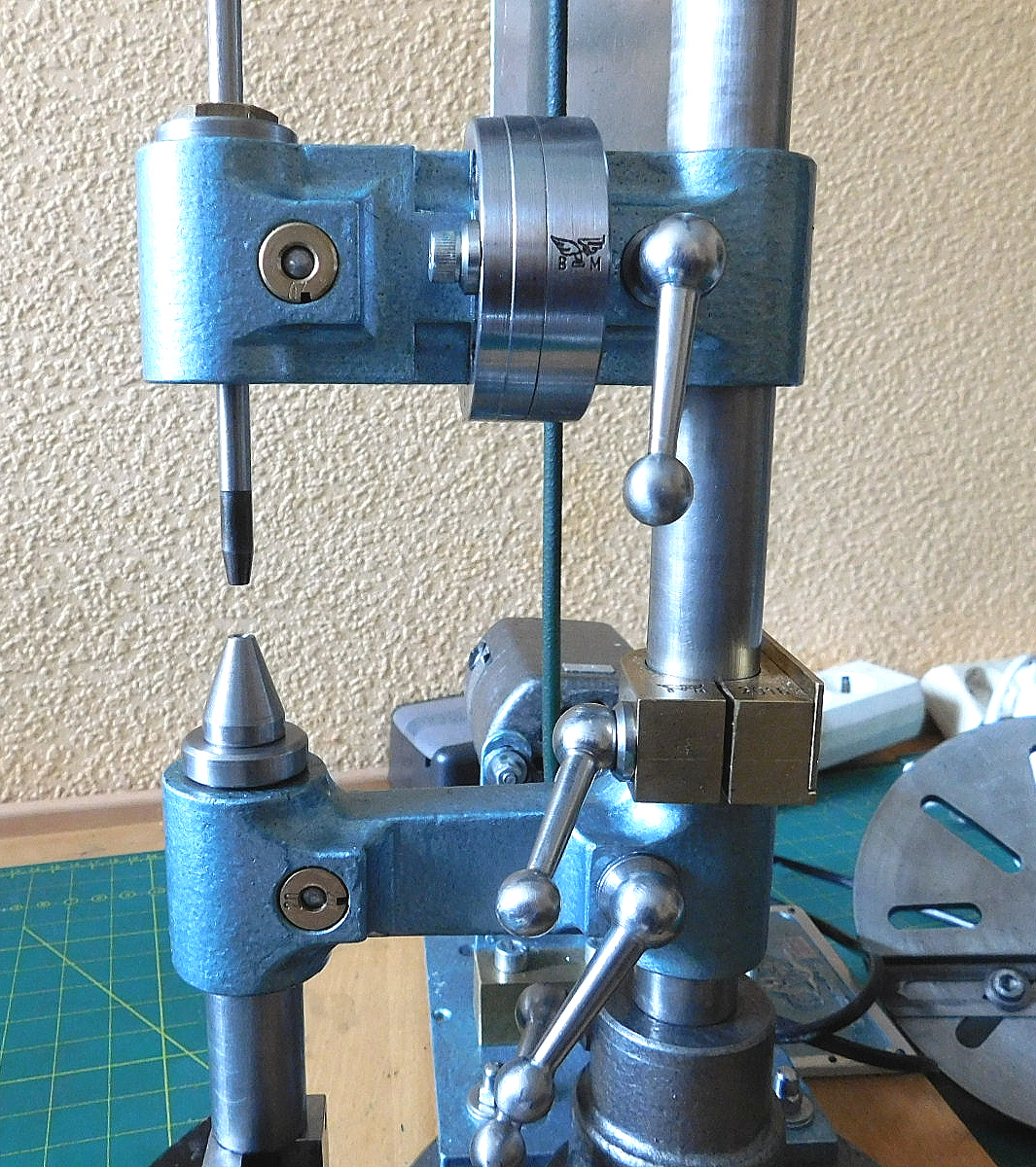
Der Rückzug-Federhalt und eine Tiefenbegrenzer. Feinfühliger Bohrkopf für das Säulenwerkzeug (PillarTool).
Feinfühliger Bohrkopf für das Säulenwerkzeug (PillarTool).